Ich habe bei meinem Ender 3 S1 Pro das bekannte Elefantenfuß-Problem (Filament = PETG):

Die hier beschriebenen Parameter habe ich bereits angepasst:
Die hier beschriebenen Parameter habe ich bereits angepasst:
- Initial Layer Outer Wall Flow = 110% (default = 100%)
- Initial Layer Inner Wall Flow = 80% (default = 100%)
- Initial Layer Bottom Flow = 90% (default = 100%)
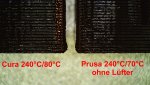
") Cura war/ist meiner Meinung nach noch nie so wirklich toll.
Cura war/ist meiner Meinung nach noch nie so wirklich toll.