
Die CNC-Portalfräse - allgemeiner Austauschthread
- Themenstarter fpv-floh
- Beginndatum
Hi CokeViper,
Holz ist super für den Anfang. Ich hab gestern die Restkiste beim Holzzuschnitt ordentlich geleert
Fräser gibt es günstig bei eBay
http://www.ebay.de/itm/251190627114...X:IT&_trksid=p3984.m1439.l2649#ht_1413wt_1144
EstlCam als CAM Software.
Hier gibt´s schöne fertige Zeichnung:
http://fpv-community.de/showthread.php?7007-CNC-Fr%E4sdateien-Vorlagen
Gruß
Martinez
Holz ist super für den Anfang. Ich hab gestern die Restkiste beim Holzzuschnitt ordentlich geleert
Fräser gibt es günstig bei eBay
http://www.ebay.de/itm/251190627114...X:IT&_trksid=p3984.m1439.l2649#ht_1413wt_1144
EstlCam als CAM Software.
Hier gibt´s schöne fertige Zeichnung:
http://fpv-community.de/showthread.php?7007-CNC-Fr%E4sdateien-Vorlagen
Gruß
Martinez
Ich habe Dein Teil nochmal schnell in Sketchup gezeichnet, so wie es im "Holzklotz" z.B. drin wäre ...
Anhang anzeigen 42435
... würde man halt Tiefe 14, Starttiefe 0 angeben, dann macht er erst den eckigen Block frei, so dass im letzten Schritt die Ausfäsung des runden Teils bei Tiefe 14 anfangen kann, ohne ins Material zu fahren.
Bei nicht Plattenmaterial bietet es sich eh an den Materialblock so eng wie möglich an das Endmaß zu schneiden. Klar, an die Befestigung auf der Fräse sollte noch gedacht werden, das ist hier jetzt natürlich nicht beachtet worden ...
... würde man halt Tiefe 14, Starttiefe 0 angeben, dann macht er erst den eckigen Block frei, so dass im letzten Schritt die Ausfäsung des runden Teils bei Tiefe 14 anfangen kann, ohne ins Material zu fahren.
Bei nicht Plattenmaterial bietet es sich eh an den Materialblock so eng wie möglich an das Endmaß zu schneiden. Klar, an die Befestigung auf der Fräse sollte noch gedacht werden, das ist hier jetzt natürlich nicht beachtet worden ...
beim letzten Durchgang wo du das Teil aus dem Material rausfräst, würde ich Starttiefe 0mm nehmen und den Fräser brav mit Z+ 1mm das Material stufenweise abtragen lassen.
Das geht imho wesentlich flotter, als wenn ich nen eckigen Block freimache und im letzten Schritt das Teil aus der Platte rausfräse. Aber nun gut, viele Wege führen nach Rom.
______________
Ich hätte da noch einen anderen Fall *gg*
Alle Teile mit identische Außenabmessung 50x15mm, verwendet wird 6mm POM:

Platz zwischen den Einzelteilen ist so bemessen, das mein Einschneider mit Durchmesser 3,175mm beim fräsen der Außenkontur immer ins volle Material reinfräst. Jetzt dauert das relativ lange, wenn bei jedem Teil die Außenkontur komplett gefräst werden muss. Außerdem habe ich natürlich ne Menge Ausschuss. Wie zeichnet ihr da die Teile? Wenn Estlcam eine Gerade auch mittig abfahren kann, könnte ich die Teile direkt nebeneinander legen (mit Zugabe des Fräserradius in der Breite, damit am Ende die Teile 15mm breit werden). Zum Zeichnen ist der 3,175 Fräser leider suboptimal, da Google Sketchup nur aufs Zehntel genau zeichnen kann, der Fehler sich also summieren würde. War eher für schnelles fräsen von Bohrungen für M3-Schrauben gedacht.
Hm, also so ganz leuchtet mir die Holzklotzmethode" nicht ein. Ich hatte ja zu deinem 1.Screencast http://screencast.com/t/Is4dq0Rx5Hp1 geschrieben:
beim letzten Durchgang wo du das Teil aus dem Material rausfräst, würde ich Starttiefe 0mm nehmen und den Fräser brav mit Z+ 1mm das Material stufenweise abtragen lassen.
Das geht imho wesentlich flotter, als wenn ich nen eckigen Block freimache und im letzten Schritt das Teil aus der Platte rausfräse. Aber nun gut, viele Wege führen nach Rom.
beim letzten Durchgang wo du das Teil aus dem Material rausfräst, würde ich Starttiefe 0mm nehmen und den Fräser brav mit Z+ 1mm das Material stufenweise abtragen lassen.
Das geht imho wesentlich flotter, als wenn ich nen eckigen Block freimache und im letzten Schritt das Teil aus der Platte rausfräse. Aber nun gut, viele Wege führen nach Rom.
. Der macht das eckig und etwas großzügiger weg, damit beim letzten Schritt, das Ausfräsen des Teils (Aussenkontur), Deine Fräse kein Material mehr im Weg hat.Man kann das in Estlcam ja schön sehen in der 3D Ansicht, also was in welcher Reihenfolge wann weggemacht wird. Ich kanns leider nicht mit der neuen Version zeigen da er da ja die Fräsbahn so Quer durch den Kreis zieht. Habe Christian auch schon angeschrieben deswegen.
Zum Zeichnen ist der 3,175 Fräser leider suboptimal, da Google Sketchup nur aufs Zehntel genau zeichnen kann, der Fehler sich also summieren würde. War eher für schnelles fräsen von Bohrungen für M3-Schrauben gedacht.
Fatal error: Unsupported operand types in /home/ovh/www/fpvc/editpost.php on line 437
-Jens
Anhänge
-
 26 KB Aufrufe: 19
26 KB Aufrufe: 19
Zuletzt bearbeitet:
Hi martinez,
ja ist auch eine 6040. Habe geytern den ganzen Tag mit dem Bau eines Tisches verbracht - puh. Ich werde wohl erst morgen die ersten Tests wagen.
Die Schrauben der Schrittmotoren habe ich lauwarm angezogen - da ja die Distanzdinger aus Plastik sind. Habt Ihr die Schrauben dann mit Schraubenfest gesichert? Das bin ich bisher von den Hubschraubern so gewohnt, oder übertreibe ich hier
Wenn ich die Motoren mit der Hand ein bischen drehe, also die Maschine verfahre läuft das nicht seidig weich, sondern etwas rau - wenn Ihr wisst was ich meine. Aber alle Achsen gleichermaßen. Na, erstmal abschmieren, dann sehen wir weiter.
Wenn ich doch nur schon Eure Probleme hätte
Grüße,
Olli
ja ist auch eine 6040. Habe geytern den ganzen Tag mit dem Bau eines Tisches verbracht - puh. Ich werde wohl erst morgen die ersten Tests wagen.
Die Schrauben der Schrittmotoren habe ich lauwarm angezogen - da ja die Distanzdinger aus Plastik sind. Habt Ihr die Schrauben dann mit Schraubenfest gesichert? Das bin ich bisher von den Hubschraubern so gewohnt, oder übertreibe ich hier
Wenn ich die Motoren mit der Hand ein bischen drehe, also die Maschine verfahre läuft das nicht seidig weich, sondern etwas rau - wenn Ihr wisst was ich meine. Aber alle Achsen gleichermaßen. Na, erstmal abschmieren, dann sehen wir weiter.
Wenn ich doch nur schon Eure Probleme hätte
Grüße,
Olli
Was willst abschmieren?
Ich hatte bei mir (eShapeOKO) auf die Gewindespindel der Z-Achse etwas Silikonfett gemacht, danach lieft die sehr viel schwerer und noch dazu setzte sich am Fett sofort alles mit Frässtaub zu.
Ich hatte bei mir (eShapeOKO) auf die Gewindespindel der Z-Achse etwas Silikonfett gemacht, danach lieft die sehr viel schwerer und noch dazu setzte sich am Fett sofort alles mit Frässtaub zu.
Hi,
das Thema Wartung der Fräse sollten wir auf jeden Fall nicht vergessen und bald mal diskutieren.
Meine Achsen laufen meiner Meinung weich. Wobei bei mir die X Achse im Eilgang Umdrehungsweise leicht knackt.
Ich werde nochmal den Motor lösen, nicht das da evtl. was leicht verkanntet ist.
Gruß
Martinez
das Thema Wartung der Fräse sollten wir auf jeden Fall nicht vergessen und bald mal diskutieren.
Meine Achsen laufen meiner Meinung weich. Wobei bei mir die X Achse im Eilgang Umdrehungsweise leicht knackt.
Ich werde nochmal den Motor lösen, nicht das da evtl. was leicht verkanntet ist.
Gruß
Martinez
Super, das freut mich!
Ich hab mir eben EstlCam2.5D gekauft, Christian hat den Key binnen 5 Min versendet... Super Service!
Das sind ja echt lustige Keys
Gruß
Martinez
Ich hab mir eben EstlCam2.5D gekauft, Christian hat den Key binnen 5 Min versendet... Super Service!
Das sind ja echt lustige Keys
Gruß
Martinez
Leider ist da nicht geplant.
Kennt ihr eine Möglichkeit auf den Linux Fräsrechner ein Virtuelles Windows zu installieren?
Ich hätte gern auf den Rechner das EstlCam für schnelle kleine Änderungen....
Gruß
Martinez
hi
also bei dem Bild bin ich mir aber ziemlich sicher das es sich um Schrittverluste handelt, es könnte auch sein dass das Holz verschoben wurde, oder hast du erst die Außenkontur und dann die innen gefräßt
also bei dem Bild bin ich mir aber ziemlich sicher das es sich um Schrittverluste handelt, es könnte auch sein dass das Holz verschoben wurde, oder hast du erst die Außenkontur und dann die innen gefräßt
Hi Michael,
du hast doch jetzt das Problem hier gefunden, oder warum beharrt hier weiterhin auf Schrittverluste?
Da ich mich mit Mach3, leider noch nicht tiefer beschäftigt habe, kann ich nichts zu den weiteren Fehlerquellen sagen.
Da kann man
ne Menge verfummeln.Aber Martinez hat´s ja schon vorweg genommen, probier LinuxCNC und wenn du es erst einmal zur Eingewöhnung nimmst.
Kostet nichts, bringt Erfahrung und ist, wenn´s auf´m Rechner läuft, schnell in den Griff zu bekommen.
Nicht´s desto trotz, wär´s natürlich schön, wenn du hier deine Einstellungen postets, damit wir evtl. auch Mach3 Nutzer das nötige Einstiegswissen vermitteln könnten. Da ja die Einstellungen via dem Beipack-Dokument nicht so passen oder nun doch?
Ahh, Nächste Woche Urlaub, glaub da werd ich´s mal mit Mach3 versemmeln;-)
Hi Olli,
wenn du das rastermäßige Feeling meinst, dann ist das normal, ist ja wie beim Brushless zwischen den Magneten.
Und Du bist doch schon so weit wie wir, mußt dich nur noch trauen einzuschalten;-).
Wenn ich nicht irre, sind auf den Wellenlagern, Staubabstreicher drauf, also bei mir ist Silikonöl drauf.
Sonst wenn Schmiernipple dran sind, normales Lagerfett, aber wer hat schon ne Fettpresse zu Hause (vielleicht der Butcher).
@ Michael: MultiCore, weil der Prozessplaner auch wieder Resourcen frisst, aber bei mir nur minimal, aber tatsächlich sehbar im Latency-Test. Der Nachteil bei einer "Rechner über LPT getakteten" Steuerung, ist halt das der Rechner den Takt vorgibt und da kann jede Schwankung zu hängern führen. Da bringt evtl. GRBL-Lösung (der-frickler) eine konstantere Taktung, hab ich mir aber noch nicht angeschaut.
Grüße Jörg
Zuletzt bearbeitet:
Da hilft dann Virtual Box. Das Abschalten von Multicore ist da allerdings Kontraproduktiv. Warum machen das einige überhaupt?
Das Abschalten der Kerne soll die Jitter verbessern. (Jitter)
Gruß
Martinez
Problem sieht gelöst aus. Am Wochenende gehts dann ans erste komplette Frame in Flugzeugsperrholz und ggf LinuxCNC
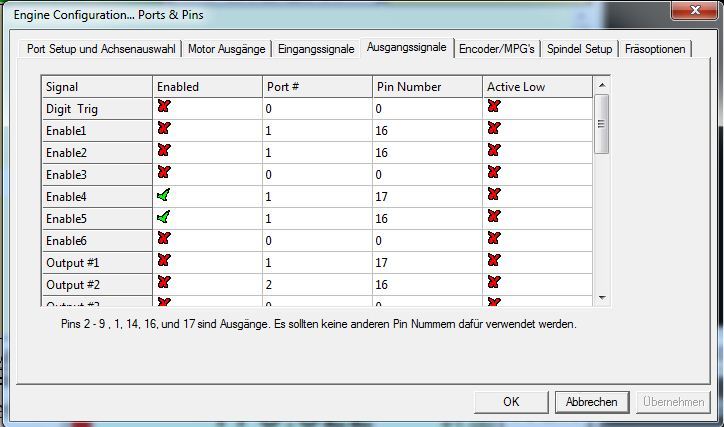
Meine Einstellungen der 6040 für Mach3:
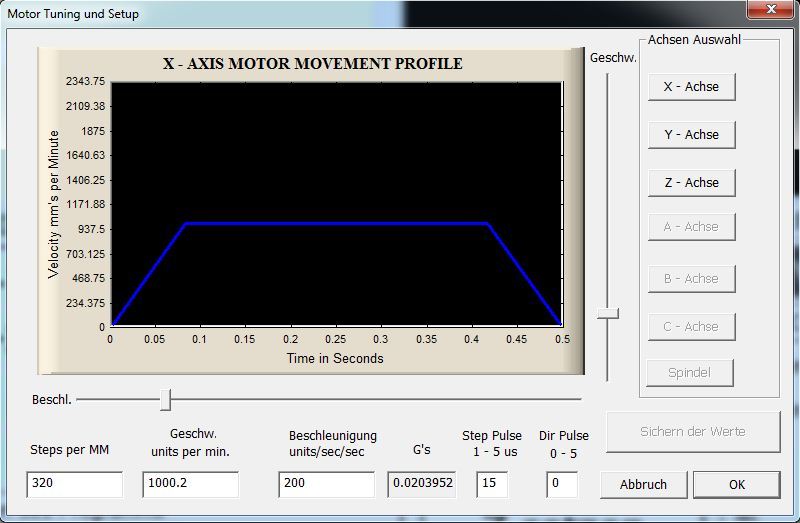
Wichtig ist Speichern nach jeder Eingabe und zum Schluss die Einstellungen sichern... Das hätte ich auch eher haben können :/
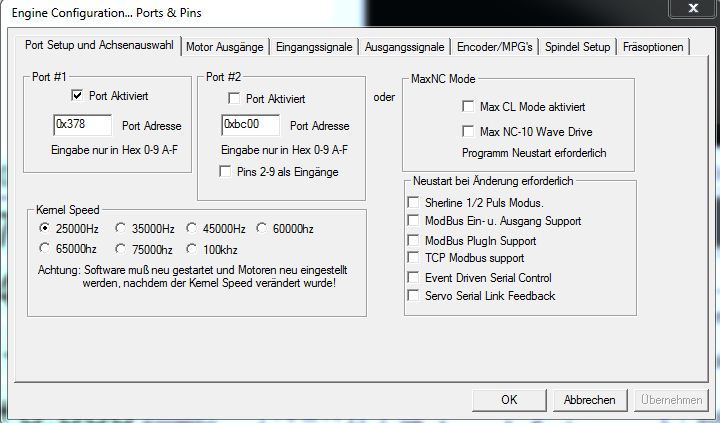
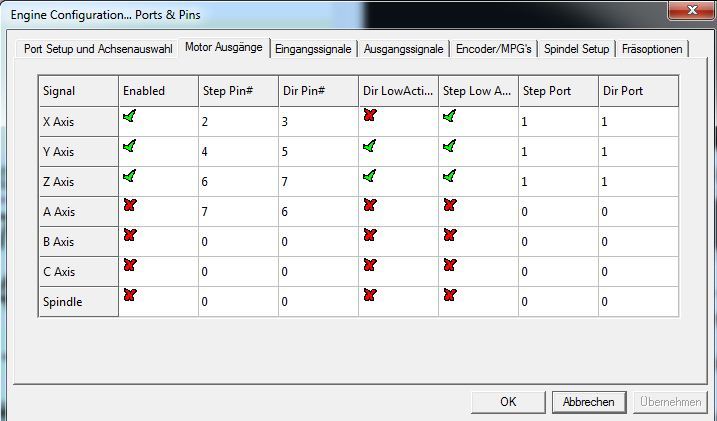
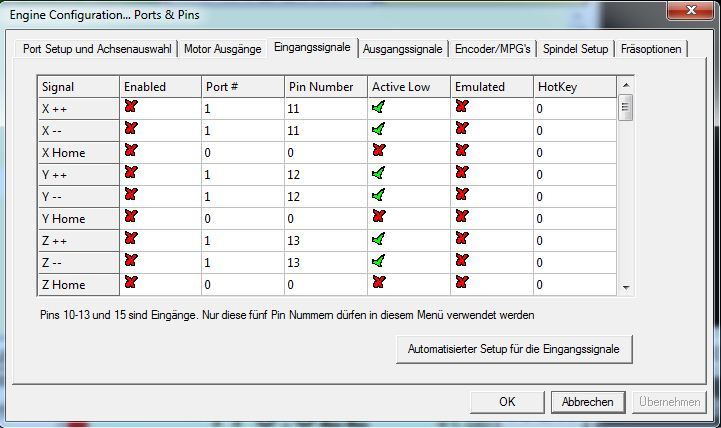
Ports & Pins:
Meine Einstellungen der 6040 für Mach3:
Wichtig ist Speichern nach jeder Eingabe und zum Schluss die Einstellungen sichern... Das hätte ich auch eher haben können :/
Ports & Pins:
Zuletzt bearbeitet:
Jepp, ich habe auch ein XP im VirtualBox laufen, geht prima.
Wenn man die VM nur suspended ist die auch in 5sec wieder genau so da mit allen offenen Programmen.
Dann noch n Shared Folder zwischen Linux und der VM dann geht das Prima.
Wer will dann noch den Seamless Mode vom Virtualbox aktivieren dann hast nichtmal nen Windows Desktop sondern direkt Estl als Fenster.
Wenn man die VM nur suspended ist die auch in 5sec wieder genau so da mit allen offenen Programmen.
Dann noch n Shared Folder zwischen Linux und der VM dann geht das Prima.
Wer will dann noch den Seamless Mode vom Virtualbox aktivieren dann hast nichtmal nen Windows Desktop sondern direkt Estl als Fenster.
Ahh ok, dachte das Problem besteht immer noch und ich habe hier was nicht mitbekommen
@Michael, bist du dir sicher, das du da Kernel Speed nur 25kHz brauchst, das ist zu wenig, deswegen kannst du auch nicht schneller als 1000mm/min, 35kHz sollte es eigentlich sein.
Danke für´s posten!
@...
wie hier schon festgestellt wurde, ist nicht jede Steuerung gleich eingestellt, der eine hat 1/8, der andere 1/16 Mikroschritte. Schau dir die Dipswitche an und du weißt es genau. Das sind Grunddaten um die CNC einstellen zu können.
Grüße Jörg
@Michael, bist du dir sicher, das du da Kernel Speed nur 25kHz brauchst, das ist zu wenig, deswegen kannst du auch nicht schneller als 1000mm/min, 35kHz sollte es eigentlich sein.
Danke für´s posten!
@...
Bei meiner 6040er muss ich die Steps auf 640 stellen! War auch in dem bunten Zettel aus dem Chinaland so beschrieben.
Mit 320 werden die Teile kleiner als das Sollmaß.
Mit 320 werden die Teile kleiner als das Sollmaß.
Grüße Jörg
Zuletzt bearbeitet:
Hi , das stimmt, Resonanzen sind ganz bescheidene Spielverderber in diesem Geschäft und treten dann auf, wenn man sie nicht erwartet. Schrittverluste usw. sind dann auch vorprogrammiert, da mußte ich auch durch. Ja die optimale Abstimmung finden ist schon eine längere Sache, wir können hier nur Kochrezepte liefern, aber das Abschmecken muß leider jeder selber übernehmen, dafür gibt´s zu viel Variablen.
Grüße Jörg
Grüße Jörg

