
Die CNC-Portalfräse - allgemeiner Austauschthread
- Themenstarter fpv-floh
- Beginndatum
Hi...
Gib mal in Estlcam (in der Werkzeugliste) den Vorschub in mm/min an.
Obwohl in der Werkzeugliste mm/sek steht, gebe ich dort mm/min an.
Dann passt es auch mit der Geschwindigkeit ;-)
In früheren Versionen von Estlcam musste man dort (glaub ich zumindest) auch mm/min eintragen.
Ich vermute, dass Christian dort die Einheiten bei der Beschriftung vertauscht hat.
Grüße und ein schönes Weihnachtsfest
Dirk
Gib mal in Estlcam (in der Werkzeugliste) den Vorschub in mm/min an.
Obwohl in der Werkzeugliste mm/sek steht, gebe ich dort mm/min an.
Dann passt es auch mit der Geschwindigkeit ;-)
In früheren Versionen von Estlcam musste man dort (glaub ich zumindest) auch mm/min eintragen.
Ich vermute, dass Christian dort die Einheiten bei der Beschriftung vertauscht hat.
Grüße und ein schönes Weihnachtsfest
Dirk
Zuletzt bearbeitet:


Hallo zusammen und frohes Restfest ")
Ich habe mir über die Feiertage ein kleines Tool zum Planfräsen von Flächen geschrieben, da ich das nicht mit estlcam hinbekommen habe ohne dass er am Ende das Teil ausfräsen will. Also fix ein paar Zeilen geschrieben und fertig sind die GCode Anweisungen.
Nun habe ich das mal trocken laufen lassen und dabei ist mir etwas aufgefallen was mein Fräsbild etwas "kaputt" macht. Also meine Fräse macht das wohl bei jedem Gcode.
Das Problem sind 90° Winkel.
Als Beispiel sagen wir, wir fahren in Y+ Richtung, dann 90° nach X+, im Simulator fährt er den Winkel 1a ab, meine Fräse "kürzt" den Weg allerdings ab. Ich denke mal das liegt an einer Einstellung in Mach3, aber ich kann mir grad nicht vorstellen wie/wo das sein sollte. Also statt bis in den Knick zu fahren, schwenkt sie in einem Bogen rüber ...
Hier im Bild mal rot dargestellt:
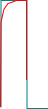
Also das türkise ist die Soll-Bahn, das rote wie die Fräse fährt. Ist das normal, weiß das jemand?
VG Jens
Ich habe mir über die Feiertage ein kleines Tool zum Planfräsen von Flächen geschrieben, da ich das nicht mit estlcam hinbekommen habe ohne dass er am Ende das Teil ausfräsen will. Also fix ein paar Zeilen geschrieben und fertig sind die GCode Anweisungen.
Nun habe ich das mal trocken laufen lassen und dabei ist mir etwas aufgefallen was mein Fräsbild etwas "kaputt" macht. Also meine Fräse macht das wohl bei jedem Gcode.
Das Problem sind 90° Winkel.
Als Beispiel sagen wir, wir fahren in Y+ Richtung, dann 90° nach X+, im Simulator fährt er den Winkel 1a ab, meine Fräse "kürzt" den Weg allerdings ab. Ich denke mal das liegt an einer Einstellung in Mach3, aber ich kann mir grad nicht vorstellen wie/wo das sein sollte. Also statt bis in den Knick zu fahren, schwenkt sie in einem Bogen rüber ...
Hier im Bild mal rot dargestellt:
Also das türkise ist die Soll-Bahn, das rote wie die Fräse fährt. Ist das normal, weiß das jemand?
VG Jens
Passiert das auch wenn du sehr langsam fährst?
Da ist wahrscheinlich G61 aktiv. Setze mal am Anfang der Datei ein G64 P0.005 und probiere es dann nochmal
G61 visits the programmed point exactly, even though that means temporarily coming to a complete stop.
Also wenn ich das G64 bei EMC2 vergesse tritt genau das von dir beschriebene Verhalten ein. Allerdings nur bei den innen Ecken, außen passt es.
Werde das in meinem Tool jetzt mal auf G64 lassen und stattdessen noch einmal den "Rand" abfahren um die ganze Fläche frei zu bekommen, aber gut zu wissen woher das kommt. Ggf. kann man so auch diverse Estlcam Scripte aufpeppen, da er da bei mir auch nie dieses "Ecke frei" macht.
-Jens
Das Ausecken lässt sich ja relativ leicht über BONC einbauen, dabei mach der Fräser einfach nen 45° Schwenk mit d/2, den muss er aber auch wieder zurück machen, das sind recht viele totale Richtungsänderungen an denen schon mal was daneben gehen kann und die Rampen kommen unter Umständen damit nicht mehr klar.
Hi jjk,
was für eine Beschleunigung hast du denn bei Mach3 eigestellt? Es sieht fast so aus, als wäre deine Beschleunigung zu gering und die Fräse schaft es nicht, in die Ecke zu fahren. Werte ab 100mm/s² sollte es schon sein, sonst ist die Strecke/Zeit zu gering, um die Ecke frei zu machen.
Hier ein Beispiel (BOcnc):

Grüße Jörg
was für eine Beschleunigung hast du denn bei Mach3 eigestellt? Es sieht fast so aus, als wäre deine Beschleunigung zu gering und die Fräse schaft es nicht, in die Ecke zu fahren. Werte ab 100mm/s² sollte es schon sein, sonst ist die Strecke/Zeit zu gering, um die Ecke frei zu machen.
Hier ein Beispiel (BOcnc):
Grüße Jörg
Würde sagen das du zufiel Vorschub hast, dein Werkzeug stumpf ist, die Drehzahl zu gering ist.
. Also sicherlich wird es ne Kombi aus vielen Fehlerquellen sein.
Wenn die Fräse dann wegen dem g61 kurz stoppt dann kann sich der Fräser natürlich freischneiden bevor er in die andere Richtung Zieht aber damit hat man nur die Symptome behandelt.
was für eine Beschleunigung hast du denn bei Mach3 eigestellt? Es sieht fast so aus, als wäre deine Beschleunigung zu gering und die Fräse schaft es nicht, in die Ecke zu fahren.
Hi jjk,
kenne jetzt nicht die Kenndaten deiner Fräse (Steuerung,Spindelsteigung/Stepper usw.), aber eine flache Rampe bedeuted auf jedenfall, lange Brems und Beschleuningungswege. Stell doch mal bitte den 10-fachen Wert deiner Verfahr-Geschwindigkeit ein.
v=15mm/s (900mm/min) entsprechend a=150mm/s².
Steile Rampen, bedeuten eckigere Innenkonturen. Natürlich bleibt immer bei den Innenkonturen, der Radius des Fräsers stehen, dafür ist dann die Funktion "Ecke bohren" oder "Ecke frei", die dann kurz in die Ecke sticht.
Wie setzt du eigentlich den Nullpunkt (Antasten), auf der Oberkante vom Werktsück oder Frästisch/Opferplatte-Ebene?
Das mit dem Taschenproblem, hört sich eher nach entsprechenden Null-Höhenproblemen an. ESTLCam geht bei Taschen immer von Null ins Minus und mit entsprechender definierter max. Eintauchtiefe, sollte die Tasche auch nicht ganz ausgefräst werden (oder hab ich da etwas falsch Verstanden?).
Grüße Jörg
kenne jetzt nicht die Kenndaten deiner Fräse (Steuerung,Spindelsteigung/Stepper usw.), aber eine flache Rampe bedeuted auf jedenfall, lange Brems und Beschleuningungswege. Stell doch mal bitte den 10-fachen Wert deiner Verfahr-Geschwindigkeit ein.
v=15mm/s (900mm/min) entsprechend a=150mm/s².
Steile Rampen, bedeuten eckigere Innenkonturen. Natürlich bleibt immer bei den Innenkonturen, der Radius des Fräsers stehen, dafür ist dann die Funktion "Ecke bohren" oder "Ecke frei", die dann kurz in die Ecke sticht.
Wie setzt du eigentlich den Nullpunkt (Antasten), auf der Oberkante vom Werktsück oder Frästisch/Opferplatte-Ebene?
Das mit dem Taschenproblem, hört sich eher nach entsprechenden Null-Höhenproblemen an. ESTLCam geht bei Taschen immer von Null ins Minus und mit entsprechender definierter max. Eintauchtiefe, sollte die Tasche auch nicht ganz ausgefräst werden (oder hab ich da etwas falsch Verstanden?).
Grüße Jörg
Zuletzt bearbeitet:

