
Als weiterer Teil der 3D Druck Leitfaden Reihe beschäftigen wir uns nun mit der Betthaftung, also wie bekommt man das erste Layer sauber auf das Bett, so das es hält und das Druckteil nicht verzieht und sich während des Drucks löst.
Ich werde das ganze in 3 Teile aufteilen; Hardware, Software, Filament & Bettmaterial
Vorab aber ein paar allgemeine Dinge. Das erste Layer eines Druckes ist eigentlich das Wichtigste, denn dieses bestimmt, ob der Druck halten wird, oder ob er sich teilweise bis vollständig vom Bett löst. Wenn sich der Druck vollständig vom Bett löst, ist dieser in der Regel gescheitert und lässt sich auch nicht retten, löst er sich nur teilweise, zB. an den Ecken kann dies zu starkem Verzug des Bauteiles führen, je nach Anforderungen an die Passform ist auch dann schon ein Druck gescheitert. Um einen Druck zum Haften zu bekommen gibt es verschiedene Strategien, die auch kombiniert werden können. Erster Schritt ist es oft ein Brim oder ähnliches einzubauen, das führt zu mehr Oberflächenkontakt und kann in vielen Fällen schon genug sein. Jedoch muss diese Brim nach dem Druck wieder entfernt werden, je nach Einstellungen gelingt dies zwar mühelos, aber bei manchen Materialien ist schon einiges an Arbeit nötig. Auch hängt die Betthaftung noch von dem Druckteil selbst ab und wie dieses auf der Platte positioniert wird. Es ergibt meistens Sinn große plane Flächen auf dem Bett zu platzieren, aber manchmal profitiert die allgemeine Geometrie des Bauteils von einer anderen Orientierung.
Hier ein Beispiel:
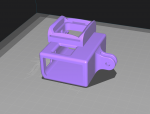
So liegt das Teil zwar auf einer großen Planen Fläche und wird besser halten, jedoch leidet die Stabilität unter dieser Ausrichtung, auch wird viel Material für Supports verschwendet.
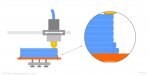
Deswegen sollte ein solches Teil immer so gedruckt werden.
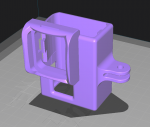
Jetzt verlaufen die Layerlinien in Richtung der Belastung, was das Teil deutlich stabiler macht. Leider verliert man automatisch Betthaftung.
Ein weiterer Punkt, der insbesondere beim Verziehen der Teile relevant sein kann, sind scharfe Ecken. Grade solche Spitzen an Bauteilen können sich beim Abkühlen des Materials leicht verziehen.

In einem solchen Fall kann es dann Sinn ergeben, manuell mit zB. Plugins im Slicer Brims nur an die Ecken zu setzen.
Eine weitere Möglichkeit die Betthaftung zu erhöhen sind Kleber oder andere Mittel, die auf ein Bett aufgetragen werden, dann während des Drucks das Teil „festhalten“ und nach dem Druck auch beim Trennen helfen können. Solche müssen aber oft, manchmal nach jedem Druck erneuert werden und bringen einen zusätzlichen Arbeitsschritt mit sich.
Ich bin daher ein Fan das ganze ohne zusätzliche Hilfsmittel zu meistern und nutze selbst auch keine.
#1 Hardware
Voraussetzung für alles ist natürlich ein sauber laufender und präziser Drucker. Wenn das schon nicht gegeben ist, sollte man dort ansetzen, bevor man Probleme bei der Betthaftung individuell lösen will.
Ein gutes, planes und gleichmäßig erhitztes Bett ist natürlich von großem Vorteil. Auch ein optimal eingestelltes Z-Offset kann sehr wichtig sein. Zum Leveln des Bettes gibt es verschiedene Ansätze. Das manuelle Leveln kann bei sehr großen, massiven und unbeweglichen Betten von Vorteil sein. Aber sobald sich das Bett bewegt, auf unterschiedlichen Temperaturen gedruckt wird, und mit unterschiedlichen Druckbetten, rate ich immer zu einem ABL System. Das bedeutet das Bett wird einmal oder vor jedem Druck unterschiedlich aufwendig vermessen, dadurch kann ein 3D Modell des Bettes in der Firmware des Druckers hinterlegt werden, sodass dieser mit relativer Genauigkeit weiß, an welcher Stelle auf dem Bett, das Nozzel welchen Abstand zu diesem hat.
Dies ist vor allem sehr praktisch, wenn man auf verschiedene Arten / Materialien von Betten druckt.
Bei den verwendeten Sensoren gibt es auch Unterschiede in Qualität und Funktion. Angefangen mit einfachen Schaltern, welche auslösen, sobald sie ins Bett gedruckt werden, bis hin zu induktiven Sensoren. Mein Favorit ist ein BLTouch oder ähnlicher Sensor, bei diesem handelt es sich um einen Nivellierungssensor mit magnetischem beweglichem Pin, welcher beim Hineinschieben irgendwann von dem verbauten Magneten angezogen wird und einen Hall Sensor auslöst. Durch den beweglichen Pin haben wir einen recht weiten Weg, den der Sensor fahren kann und Kontakt zum Bett hat. Die sehr geringe Kraft, die nötig ist, um den Sensor auszulösen ist bei der Genauigkeit sehr relevant. Zudem kann mit diesem sehr schnell geprüft werden. Der große Vorteil ist jedoch, dass dieser jedes Material messen kann. Es spielt keine Rolle, ob das Bett magnetisch oder elektrisch leitfähig ist.
In meinem Fall ist ein solcher unmittelbar am Nozzel verbaut, das Offset zum Nozzel ist noch in der FW hinterlegt.
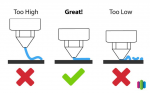
Genau so wichtig, wenn nicht wichtiger ist ein richtig eingestelltes Z-Offset. Im Fall von einem ABL-System ist das dann das Offset zwischen Auslösepunkt des Sensors und des Nozzels. Beim manuellen Ansatz ist es der tatsächliche Offset vom Nozzel zum Bett.
In beiden Fällen ist gutes Werkzeug sehr hilfreich. Ich nutze um den Abstand vom Nozzel zum Bett zu bestimmen kein Papier mehr, dieses lässt sich eindrücke und ist nicht sehr gut zu reproduzieren. Stattdessen habe ich solche Einstellfolien aus 0,1mm und 0,05mm starkem Federstahl am Drucker.

In einem etwas älteren Video hatte ich den Vorgang einmal festgehalten:
Ist als das Bett nun Plan oder dessen Model durch ein ABL-System erfasst und das Z-Offset richtig eingestellt können wir zum nächsten Schritt kommen.
#2 Software
Oder besser der Slicer deiner Wahl. Im Slicer haben wir einen großen Einfluss auf die Betthaftung. Hier kann auch entschieden werden, ob der Druck mit Hilfe eines Brims gedruckt werden soll. Ich bin faul und mag die Nachbearbeitung nicht, daher versuche ich es wann immer möglich zu vermeiden. Sehr hilfreich, wenn man verschiedene Filamente druckt und für jedes ein eigenes Profil angelegt hat, ist ein Z-Offset Plugin.
Hierbei kann man den Drucker dann immer auf absolut 0 leveln und unterschiedliche Abstände in der Software einstellen, denn nicht jedes Filament wird gerne direkt ins Bett gedrückt.

Andere wichtige Stellschrauben sind Temperaturen und Flow.

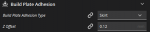
Insbesondere wenn zwischen der initialen Temperatur und Flow unterschieden wird. In diesem Beispiel sieht man meine Werte für ein PP CF Filament. Dieses hat in meiner Kombination eine sehr gute Betthaftung, fast zu gut, weswegen ich initial mit der Temperatur herunter gehe, weil es sonst schwierig werden kann, das Bauteil vom Bett wieder zu lösen.
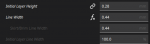
Bei der initialen Layer Höhe bin ich bei allen Drucken immer auf 0,28mm das hat sich für mich einfach bewährt. An der Breite verändere ich nichts. Dann lieber am Flow und dem Z-Offset, also für den Fall dass ich das erste Layer tiefer ins Bett pressen wollen würde.
Das kann aber nicht selten einen Elefantenfuß verursachen, um dem entgegenzuwirken kann man beim ersten Layer auch die horizontale Ausdehnung mit einem negativen Wert versehen.

Auch noch wichtig ist, dass man dem ersten Layer beim Druck genug Zeit lässt, es also nicht zu schnell Druckt.

Ich bin bei fast allen Filamenten auf einer initialen Geschwindigkeit von nur 20mm/s.
Auch kann eine zu starke Kühlung zu Anfang dazu führen, dass das frisch gedruckte Material zu schnell auskühlt, sich verzieht und wieder vom Bett löst.

Es ergibt daher Sinn, bei den ersten paar Layern keine Kühlung einzusetzen. Da hier eh selten schon Überhänge oder Brücken gedruckt werden, ist Kühlung ohnehin nicht von Vorteil.
Man kann nicht generell sagen was richtig ist, aber so lange der Druck hält und sich nach Abschluss wieder lösen lässt, ohne währenddessen zu verziehen, hat man wohl alles richtig gemacht 😊
Zudem gibt es je nach Slicer noch viele weitere Stellschrauben, aber ich glaube ich habe die wichtigsten hier genannt.
#3 Filament & Bettmaterial
Kommen wir nun also zum letzten Teil, dem Material von Filament und Bett. Bei den Filamenten gibt es unzählig verschiedene, ich werde also nur in besonderen Beispielen darauf Bezug nehmen.
Grundsätzlich gibt es einige, die sehr einfach zu drucken sind, PLA, TPU, PETG, usw….
Diese haften in der Regel auf vielen verschiedenen Betten sehr gut, manchmal zu gut und man muss die Betthaftung verringern, um die Bauteile nach dem Druck wieder lösen zu können. Um die Haftung zu verringern, bietet es sich an die initialen Temperaturen zu reduzieren und den Abstand zum Bett zu erhöhen.
Manche Filamente sollten nicht auf manche Betten gedruckt werden, da diese sonst eine „dauerhafte“ Verbindung eingehen. Ein Klassiker ist PETG auf eine Ultrabase ähnliche Oberfläche, nicht selten reißt man dabei versehentlich ganze Stücke vom Glas aus dem Druckbett.
Dann gibt es Filamente, die halten schlecht auf den meisten Unterlagen, haben aber wenige, auf denen sie recht gut haften.
Ein gutes Beispiel sind Nylon Filamente. Diese haften auf den meisten Druckplatten schlecht bis gar nicht, können aber recht gut auf angeschliffene verpresste Gewebeplatten gedruckt werden. Leider benötigen sie auch dann manchmal noch ein Brim.
Das letzte sind Filamente die schlecht bis gar nicht haften, aber auf genau dem einen Material sehr gut. Während man PC noch passable auf das ein oder andere Bett drucken kann, ist spätestens bei PP Schluss, dieses will wirklich an nichts außer PP haften.
Und da haben wir auch die Lösung des Ganzen, PC drucke ich auf eine geschliffene PC-Platte und PP eben auf eine geschliffene PP-Platte. Solche bekommt man oft für kleines Geld im Zuschnitt, oder als Reste bei eBay. Leider funktioniert das mit Nylon nicht gut.
PP kann man sonst zwar noch gut auf PP Tape, also zB. Paketband drucken, aber dann hätten wir wieder diese Hilfsmittel, die ich gerne vermeide. 😉
Hierbei gilt dann zu beachten, dass diese Filamente auch „dauerhaft“ mit der Platte verschweißt werden können. Deswegen die Temperatur initial niedrig halten, ein relativ hohes Z-Offset einstellen und sich langsam herantasten.
Und das ist dann auch schon das Geheimnis, für fast jedes Filament lässt sich ein Bett finden, das mit den richtigen Settings genau die richtige Haftung hat, leider ist die Recherche manchmal sehr aufwändig. Daher hier noch ein Katalog von meiner Seite. Denn über die Jahre haben sich nicht nur eine große Anzahl an verschiedenen Filamenten bei mir gesammelt, sondern ebenso auch eine große Anzahl verschiedener Betten.

Ich werde diese also erstmal in 3 Kategorien einteilen.
Vorab also die PEI beschichteten Platten, diese unterscheiden sich immer ein wenig in ihrer Qualität, der Zusammensetzung und dem Trägermaterial.
Fast jeder Hersteller hat solche im Angebot, ich denke sie sollte auch zur jeder Standartausstattung gehören. Einmal in Glatt und einmal in Rau für verschiedene Effekte auf den Druckteilen und auch weil beim Druck von zB. PETG bei einer glatten Oberfläche es zur „dauerhafte“ Verbindung kommen kann. Ich habe über die Jahre gleich mehrere dieser Platten von verschiedenen Herstellern gesammelt. Letzten Endes sind diese alle relativ gleich. Am liebsten habe ich aber eine raue PEI pulverbeschichtete Federstahlplatte. Diese lässt sich sehr gut handhaben und ist für eine große Reihe von Filamenten sehr gut zu gebrauchen.
Zum Reinigen kann man solche Platten immer wieder mit Alkohol abwischen, um Fette zu entfernen. So halten sich diese Platten viele Jahre.
Die zweite Platte die ich jedem ans Herz legen will ist eine geschliffene Faserplatte. Hierauf kann man recht passable Nylon drucken, aber auch PC oder andere Technische Filamente gehen gut. Auch sehr gut für PETG oder Ähnliches geeignet und die Gefahr der „dauerhafte“ Verbindung ist nicht so groß.
Auch diese Platten lassen sich durch wieder Anschleifen gut aufbereiten, verziehen sich beim Erhitzen aber schon stärker als zB. die Federstahlplatten oder beschichtete Glasplatten. Auch isolieren diese mehr, sodass für eine bestimmte Oberflächentemperatur die eingestellte Temperatur im Slicer dementsprechend angehoben werden muss. Da manche zur Zeit nicht so einfach zu bekommen sind, ist die PRINPLATE EXTREME von Princore ein gutes Beispiel.

Meiner Erfahrung nach, lässt sich auf solche Platten fast alles bis auf PLA gut drucken. (PP ist bei sowas immer ausgenommen, ist sehr speziell)
Zuletzt dann die Spezialplatten. Hierbei kann ich nur zwei Beispiele aus meinem Sortiment erwähnen. Diese Platten machen aber auch nur dann Sinn, wenn man genau diese Filamente drucken will.
Wie schon erwähnt habe ich sowohl für PC eine angeschliffene Platte aus PC also auch für PP eine angeschliffene Platte aus PP. Die angeschliffene Oberfläche ist wichtig, damit das Material nicht direkt miteinander verschweißt. Auch die initiale Temperatur muss runter und der Abstand muss hoch. Wer sich damit beschäftigen will, sollte sich langsam heran tasten. Sonst muss man einen Druck mit einem Ceranfeldkratzer wieder herunter schneiden. 😉
Abschließend will ich noch sagen, es gibt nicht die eine Druckplatte, um ein paar verschiedene kommt man nicht herum, nicht nur wegen unterschiedlichen Texturen, auch weil manche Filamente deutlich einfacher auf anderen zu drucken sind.
Bisher habe ich es noch bei jedem Filament geschafft zufriedenstellende Ergebnisse ohne Hilfsmittel zu finden. Um nicht alles auflisten zu müssen schlage ich vor wir beantworten einfach Fragen zu dem Thema und erstellen so im Laufe der Zeit eine Tabelle.
Ich werde das ganze in 3 Teile aufteilen; Hardware, Software, Filament & Bettmaterial
Vorab aber ein paar allgemeine Dinge. Das erste Layer eines Druckes ist eigentlich das Wichtigste, denn dieses bestimmt, ob der Druck halten wird, oder ob er sich teilweise bis vollständig vom Bett löst. Wenn sich der Druck vollständig vom Bett löst, ist dieser in der Regel gescheitert und lässt sich auch nicht retten, löst er sich nur teilweise, zB. an den Ecken kann dies zu starkem Verzug des Bauteiles führen, je nach Anforderungen an die Passform ist auch dann schon ein Druck gescheitert. Um einen Druck zum Haften zu bekommen gibt es verschiedene Strategien, die auch kombiniert werden können. Erster Schritt ist es oft ein Brim oder ähnliches einzubauen, das führt zu mehr Oberflächenkontakt und kann in vielen Fällen schon genug sein. Jedoch muss diese Brim nach dem Druck wieder entfernt werden, je nach Einstellungen gelingt dies zwar mühelos, aber bei manchen Materialien ist schon einiges an Arbeit nötig. Auch hängt die Betthaftung noch von dem Druckteil selbst ab und wie dieses auf der Platte positioniert wird. Es ergibt meistens Sinn große plane Flächen auf dem Bett zu platzieren, aber manchmal profitiert die allgemeine Geometrie des Bauteils von einer anderen Orientierung.
Hier ein Beispiel:
So liegt das Teil zwar auf einer großen Planen Fläche und wird besser halten, jedoch leidet die Stabilität unter dieser Ausrichtung, auch wird viel Material für Supports verschwendet.
Deswegen sollte ein solches Teil immer so gedruckt werden.
Jetzt verlaufen die Layerlinien in Richtung der Belastung, was das Teil deutlich stabiler macht. Leider verliert man automatisch Betthaftung.
Ein weiterer Punkt, der insbesondere beim Verziehen der Teile relevant sein kann, sind scharfe Ecken. Grade solche Spitzen an Bauteilen können sich beim Abkühlen des Materials leicht verziehen.
In einem solchen Fall kann es dann Sinn ergeben, manuell mit zB. Plugins im Slicer Brims nur an die Ecken zu setzen.
Eine weitere Möglichkeit die Betthaftung zu erhöhen sind Kleber oder andere Mittel, die auf ein Bett aufgetragen werden, dann während des Drucks das Teil „festhalten“ und nach dem Druck auch beim Trennen helfen können. Solche müssen aber oft, manchmal nach jedem Druck erneuert werden und bringen einen zusätzlichen Arbeitsschritt mit sich.
Ich bin daher ein Fan das ganze ohne zusätzliche Hilfsmittel zu meistern und nutze selbst auch keine.
#1 Hardware
Voraussetzung für alles ist natürlich ein sauber laufender und präziser Drucker. Wenn das schon nicht gegeben ist, sollte man dort ansetzen, bevor man Probleme bei der Betthaftung individuell lösen will.
Ein gutes, planes und gleichmäßig erhitztes Bett ist natürlich von großem Vorteil. Auch ein optimal eingestelltes Z-Offset kann sehr wichtig sein. Zum Leveln des Bettes gibt es verschiedene Ansätze. Das manuelle Leveln kann bei sehr großen, massiven und unbeweglichen Betten von Vorteil sein. Aber sobald sich das Bett bewegt, auf unterschiedlichen Temperaturen gedruckt wird, und mit unterschiedlichen Druckbetten, rate ich immer zu einem ABL System. Das bedeutet das Bett wird einmal oder vor jedem Druck unterschiedlich aufwendig vermessen, dadurch kann ein 3D Modell des Bettes in der Firmware des Druckers hinterlegt werden, sodass dieser mit relativer Genauigkeit weiß, an welcher Stelle auf dem Bett, das Nozzel welchen Abstand zu diesem hat.
Dies ist vor allem sehr praktisch, wenn man auf verschiedene Arten / Materialien von Betten druckt.
Bei den verwendeten Sensoren gibt es auch Unterschiede in Qualität und Funktion. Angefangen mit einfachen Schaltern, welche auslösen, sobald sie ins Bett gedruckt werden, bis hin zu induktiven Sensoren. Mein Favorit ist ein BLTouch oder ähnlicher Sensor, bei diesem handelt es sich um einen Nivellierungssensor mit magnetischem beweglichem Pin, welcher beim Hineinschieben irgendwann von dem verbauten Magneten angezogen wird und einen Hall Sensor auslöst. Durch den beweglichen Pin haben wir einen recht weiten Weg, den der Sensor fahren kann und Kontakt zum Bett hat. Die sehr geringe Kraft, die nötig ist, um den Sensor auszulösen ist bei der Genauigkeit sehr relevant. Zudem kann mit diesem sehr schnell geprüft werden. Der große Vorteil ist jedoch, dass dieser jedes Material messen kann. Es spielt keine Rolle, ob das Bett magnetisch oder elektrisch leitfähig ist.
In meinem Fall ist ein solcher unmittelbar am Nozzel verbaut, das Offset zum Nozzel ist noch in der FW hinterlegt.
Genau so wichtig, wenn nicht wichtiger ist ein richtig eingestelltes Z-Offset. Im Fall von einem ABL-System ist das dann das Offset zwischen Auslösepunkt des Sensors und des Nozzels. Beim manuellen Ansatz ist es der tatsächliche Offset vom Nozzel zum Bett.
In beiden Fällen ist gutes Werkzeug sehr hilfreich. Ich nutze um den Abstand vom Nozzel zum Bett zu bestimmen kein Papier mehr, dieses lässt sich eindrücke und ist nicht sehr gut zu reproduzieren. Stattdessen habe ich solche Einstellfolien aus 0,1mm und 0,05mm starkem Federstahl am Drucker.
In einem etwas älteren Video hatte ich den Vorgang einmal festgehalten:
Ist als das Bett nun Plan oder dessen Model durch ein ABL-System erfasst und das Z-Offset richtig eingestellt können wir zum nächsten Schritt kommen.
#2 Software
Oder besser der Slicer deiner Wahl. Im Slicer haben wir einen großen Einfluss auf die Betthaftung. Hier kann auch entschieden werden, ob der Druck mit Hilfe eines Brims gedruckt werden soll. Ich bin faul und mag die Nachbearbeitung nicht, daher versuche ich es wann immer möglich zu vermeiden. Sehr hilfreich, wenn man verschiedene Filamente druckt und für jedes ein eigenes Profil angelegt hat, ist ein Z-Offset Plugin.
Hierbei kann man den Drucker dann immer auf absolut 0 leveln und unterschiedliche Abstände in der Software einstellen, denn nicht jedes Filament wird gerne direkt ins Bett gedrückt.
Andere wichtige Stellschrauben sind Temperaturen und Flow.
Insbesondere wenn zwischen der initialen Temperatur und Flow unterschieden wird. In diesem Beispiel sieht man meine Werte für ein PP CF Filament. Dieses hat in meiner Kombination eine sehr gute Betthaftung, fast zu gut, weswegen ich initial mit der Temperatur herunter gehe, weil es sonst schwierig werden kann, das Bauteil vom Bett wieder zu lösen.
Bei der initialen Layer Höhe bin ich bei allen Drucken immer auf 0,28mm das hat sich für mich einfach bewährt. An der Breite verändere ich nichts. Dann lieber am Flow und dem Z-Offset, also für den Fall dass ich das erste Layer tiefer ins Bett pressen wollen würde.
Das kann aber nicht selten einen Elefantenfuß verursachen, um dem entgegenzuwirken kann man beim ersten Layer auch die horizontale Ausdehnung mit einem negativen Wert versehen.
Auch noch wichtig ist, dass man dem ersten Layer beim Druck genug Zeit lässt, es also nicht zu schnell Druckt.
Ich bin bei fast allen Filamenten auf einer initialen Geschwindigkeit von nur 20mm/s.
Auch kann eine zu starke Kühlung zu Anfang dazu führen, dass das frisch gedruckte Material zu schnell auskühlt, sich verzieht und wieder vom Bett löst.
Es ergibt daher Sinn, bei den ersten paar Layern keine Kühlung einzusetzen. Da hier eh selten schon Überhänge oder Brücken gedruckt werden, ist Kühlung ohnehin nicht von Vorteil.
Man kann nicht generell sagen was richtig ist, aber so lange der Druck hält und sich nach Abschluss wieder lösen lässt, ohne währenddessen zu verziehen, hat man wohl alles richtig gemacht 😊
Zudem gibt es je nach Slicer noch viele weitere Stellschrauben, aber ich glaube ich habe die wichtigsten hier genannt.
#3 Filament & Bettmaterial
Kommen wir nun also zum letzten Teil, dem Material von Filament und Bett. Bei den Filamenten gibt es unzählig verschiedene, ich werde also nur in besonderen Beispielen darauf Bezug nehmen.
Grundsätzlich gibt es einige, die sehr einfach zu drucken sind, PLA, TPU, PETG, usw….
Diese haften in der Regel auf vielen verschiedenen Betten sehr gut, manchmal zu gut und man muss die Betthaftung verringern, um die Bauteile nach dem Druck wieder lösen zu können. Um die Haftung zu verringern, bietet es sich an die initialen Temperaturen zu reduzieren und den Abstand zum Bett zu erhöhen.
Manche Filamente sollten nicht auf manche Betten gedruckt werden, da diese sonst eine „dauerhafte“ Verbindung eingehen. Ein Klassiker ist PETG auf eine Ultrabase ähnliche Oberfläche, nicht selten reißt man dabei versehentlich ganze Stücke vom Glas aus dem Druckbett.
Dann gibt es Filamente, die halten schlecht auf den meisten Unterlagen, haben aber wenige, auf denen sie recht gut haften.
Ein gutes Beispiel sind Nylon Filamente. Diese haften auf den meisten Druckplatten schlecht bis gar nicht, können aber recht gut auf angeschliffene verpresste Gewebeplatten gedruckt werden. Leider benötigen sie auch dann manchmal noch ein Brim.
Das letzte sind Filamente die schlecht bis gar nicht haften, aber auf genau dem einen Material sehr gut. Während man PC noch passable auf das ein oder andere Bett drucken kann, ist spätestens bei PP Schluss, dieses will wirklich an nichts außer PP haften.
Und da haben wir auch die Lösung des Ganzen, PC drucke ich auf eine geschliffene PC-Platte und PP eben auf eine geschliffene PP-Platte. Solche bekommt man oft für kleines Geld im Zuschnitt, oder als Reste bei eBay. Leider funktioniert das mit Nylon nicht gut.
PP kann man sonst zwar noch gut auf PP Tape, also zB. Paketband drucken, aber dann hätten wir wieder diese Hilfsmittel, die ich gerne vermeide. 😉
Hierbei gilt dann zu beachten, dass diese Filamente auch „dauerhaft“ mit der Platte verschweißt werden können. Deswegen die Temperatur initial niedrig halten, ein relativ hohes Z-Offset einstellen und sich langsam herantasten.
Und das ist dann auch schon das Geheimnis, für fast jedes Filament lässt sich ein Bett finden, das mit den richtigen Settings genau die richtige Haftung hat, leider ist die Recherche manchmal sehr aufwändig. Daher hier noch ein Katalog von meiner Seite. Denn über die Jahre haben sich nicht nur eine große Anzahl an verschiedenen Filamenten bei mir gesammelt, sondern ebenso auch eine große Anzahl verschiedener Betten.
Ich werde diese also erstmal in 3 Kategorien einteilen.
- Texturierte PEI Beschichtete Betten (wie zB. Ultrabase, BuildTak, usw..)
- Geschliffene Faserplatten (wie zB. Pertinax, FR4, usw…)
- Spezialplatten aus dem selben Material
Vorab also die PEI beschichteten Platten, diese unterscheiden sich immer ein wenig in ihrer Qualität, der Zusammensetzung und dem Trägermaterial.
Fast jeder Hersteller hat solche im Angebot, ich denke sie sollte auch zur jeder Standartausstattung gehören. Einmal in Glatt und einmal in Rau für verschiedene Effekte auf den Druckteilen und auch weil beim Druck von zB. PETG bei einer glatten Oberfläche es zur „dauerhafte“ Verbindung kommen kann. Ich habe über die Jahre gleich mehrere dieser Platten von verschiedenen Herstellern gesammelt. Letzten Endes sind diese alle relativ gleich. Am liebsten habe ich aber eine raue PEI pulverbeschichtete Federstahlplatte. Diese lässt sich sehr gut handhaben und ist für eine große Reihe von Filamenten sehr gut zu gebrauchen.
Zum Reinigen kann man solche Platten immer wieder mit Alkohol abwischen, um Fette zu entfernen. So halten sich diese Platten viele Jahre.
Die zweite Platte die ich jedem ans Herz legen will ist eine geschliffene Faserplatte. Hierauf kann man recht passable Nylon drucken, aber auch PC oder andere Technische Filamente gehen gut. Auch sehr gut für PETG oder Ähnliches geeignet und die Gefahr der „dauerhafte“ Verbindung ist nicht so groß.
Auch diese Platten lassen sich durch wieder Anschleifen gut aufbereiten, verziehen sich beim Erhitzen aber schon stärker als zB. die Federstahlplatten oder beschichtete Glasplatten. Auch isolieren diese mehr, sodass für eine bestimmte Oberflächentemperatur die eingestellte Temperatur im Slicer dementsprechend angehoben werden muss. Da manche zur Zeit nicht so einfach zu bekommen sind, ist die PRINPLATE EXTREME von Princore ein gutes Beispiel.
Meiner Erfahrung nach, lässt sich auf solche Platten fast alles bis auf PLA gut drucken. (PP ist bei sowas immer ausgenommen, ist sehr speziell)
Zuletzt dann die Spezialplatten. Hierbei kann ich nur zwei Beispiele aus meinem Sortiment erwähnen. Diese Platten machen aber auch nur dann Sinn, wenn man genau diese Filamente drucken will.
Wie schon erwähnt habe ich sowohl für PC eine angeschliffene Platte aus PC also auch für PP eine angeschliffene Platte aus PP. Die angeschliffene Oberfläche ist wichtig, damit das Material nicht direkt miteinander verschweißt. Auch die initiale Temperatur muss runter und der Abstand muss hoch. Wer sich damit beschäftigen will, sollte sich langsam heran tasten. Sonst muss man einen Druck mit einem Ceranfeldkratzer wieder herunter schneiden. 😉
Abschließend will ich noch sagen, es gibt nicht die eine Druckplatte, um ein paar verschiedene kommt man nicht herum, nicht nur wegen unterschiedlichen Texturen, auch weil manche Filamente deutlich einfacher auf anderen zu drucken sind.
Bisher habe ich es noch bei jedem Filament geschafft zufriedenstellende Ergebnisse ohne Hilfsmittel zu finden. Um nicht alles auflisten zu müssen schlage ich vor wir beantworten einfach Fragen zu dem Thema und erstellen so im Laufe der Zeit eine Tabelle.
Anhänge
-
 92,5 KB Aufrufe: 239
92,5 KB Aufrufe: 239 -
 173,6 KB Aufrufe: 285
173,6 KB Aufrufe: 285 -
 173,6 KB Aufrufe: 5
173,6 KB Aufrufe: 5
Zuletzt bearbeitet:
")

