
In den letzten Wochen und Monaten wurde ich immer wieder herangezogen, wenn sich jemand einen Drucker anschaffen wollte. Und weil ich mich immer nur wiederhole, fasse ich hier einmal kurz zusammen, was ich den Meisten dazu sage.
Vorab, es gibt 3 primäre Technologien für den 3D Druck.
FDM, SLA und SLS.

FDM ist das, was man meistens mit 3D Druck meint, hierbei wird geschmolzenes Filament durch eine Düse gedruckt und Schicht für Schicht aufgetragen. Damit steigen die Meisten ins Thema ein.
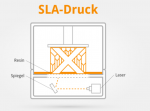
SLA wird oft als Resin Druck bezeichnet, hierbei wird mit einem UV LCD oder Laser ein Druck Schicht für Schicht aus einem Harz gehärtet.
Das ist vor allem bei sehr feinen oder dekorativen Bauteilen sinnvoll. Das Druckvolumen ist meist recht klein. Die Handhabung des Harzes ist schwieriger und das Verfahren ist teurer als der FDM-Druck.
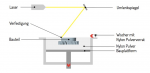
SLS ist das Lasersintern, hier wird mit einem Laser aus einem Granulat Schicht für Schicht zusammengeschmolzen. Üblich ist hier PA (Nylon) aber es gibt auch SLS Verfahren die Metalle verwenden können.
Ist mehr oder weniger die Königsklasse, sehr teuer in der Anschaffung und im Betrieb. Eignet sich in erster Linie für die Produktion.
Ich werde hier nur auf den FDM-Druck eingehen.
Die erste Frage, die man sich stellen sollte; Was will man drucken?
Daraus ergeben sich die Fragen nach den Materialien, bzw. den mechanischen Eigenschaften der Drucke, als auch deren Größe.
In der Regel kann man sagen, desto anspruchsvoller die mechanischen Qualitäten eines Druckes sind, umso höher sind die Ansprüche an den Drucker.
Die Größe oder das Bauvolumen eines Druckers ist oft fix und später nur sehr aufwändig zu verändern, will man also vor allem sehr große Teile Drucken, sollte der Drucker von Anfang an dazu in der Lage sein.
Mit Größe steigen die Kosten und je nach Drucker sinkt die Geschwindigkeit.
Die nächste Frage ist dann; Will man ein Projekt oder ein Werkzeug?
Ein Drucker ist immer auch ein Projekt, und theoretisch kann man von jedem Startpunkt überall hinkommen.
Auch ein 200 € Drucker kann am Ende einer Reise 3000 € kosten, man wählt mit dem Startpunkt also oft nur, wieviel von dem Weg man selbst beschreiten will.
Wenn von Anfang an klar ist, was der Drucker können soll und es auch nicht mehr wird, kann man natürlich einfach einen passenden Drucker kaufen, der ist dann fast nur ein Werkzeug.
Desto mehr von der Reise man selbst beschreitet, umso mehr lernt man natürlich, aber das kostet Zeit und Geld.
Jedoch ist Erfahrung bei so einem komplexen Werkzeug sehr wichtig und die Einrichtung der Hardware ist nur ein kleiner Teil des 3D Drucks.
Ebenso wichtig sind das Verständnis und die Entwicklung eigener Profile im Slicer, abhängig vom Filament.
Mit dem Kauf eines Druckers beginnen die Ausgaben auch erst. Die meiste Software in dem Bereich ist zwar kostenfrei, aber um den Drucker herum entstehen noch weitere Kosten.
Es wird einiges an Werkzeug benötigt, was vielleicht nicht jeder schon daheim hat. Dann kann grade eine größere Auswahl von Filamenten zu Beginn recht teuer werden. Und dann will das Filament auch noch anständig gelagert werden. Hierbei sprechen wir vor allem von trocken.
Bis auf PP ziehen quasi alle Filamente Wasser, das beeinflusst die Druckqualität negativ. Spätestens bei PA (Nylon) was bis zu 30% seiner Masse in Wasser ziehen kann ist das dann offensichtlich. Dieses verdampft beim Druck und hinterlässt unschöne Spuren, die sich auch sehr negativ auf die Belastbarkeit auswirken können. Aber auch schon TPU leidet sehr unter zu hoher Feuchtigkeit.
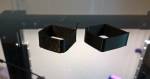
(sehr weiches A70 TPU, links feucht, rechts getrocknet)
Ich rate daher jedem, investiert zumindest in eine gute luftdichte Box in der ihr eure Filamente lagern könnt. Am besten mit einigen Kilogramm Silicagel um alles schön trocken zu halten.
Davor trocknet man die Filamente am besten ohnehin. Dazu reicht auch ein normaler Backofen. Bei jedem Filament bitte zuvor in Erfahrung bringen, wie diese am besten getrocknet werden. Ich selbst nutze auch immer noch eine beheizte Filament Box während des Druckes, das trocknet das Filament nochmal nach und verhindert, dass es während es in Benutzung ist, wieder Wasser ziehen kann.

Meine Variante ist diese Box: https://www.amazon.de/SmartStoreTM-8793602-25-Dry-114-30-Aufbewahrungsbox/dp/B00X6WWQQ0
Dazu 2kg Silicagel in einem Organza Beutel: https://www.amazon.de/gp/product/B00A3PTEPO
Und zur Kontrolle noch ein Sensor: https://www.amazon.de/gp/product/B08LKTPSK6
Davon habe ich schon mehrere, um all das Filament unterzubringen.
Als Drybox habe ich mittlerweile die Sunlu S2 im Einsatz: https://www.amazon.de/dp/B09WQLH1PQ?

Neben einigem an Werkzeug sind dann auch noch unterschiedliche Druckbetten nützlich, insbesondere wenn sehr verschiedene Filamente gedruckt werden.
Hierzu findet man noch mehr in meinem Betthaftungs Leitfaden: https://fpv-community.de/threads/leitfaden-betthaftung.88823/

Und an Werkzeugen, die man eigentlich immer braucht habe ich diese kleine Liste:
Messschieber, Einstellfolien, Seitenschneider, Zangen, Schlüssel, Bürsten, Pinzetten, Schrauben, Klebstoffe, weitere Nozzel, Sensoren, Heizelemente, Ersatz-und Verschleißteile, etc....
Oft kommen Drucker mit einem Startsatz, aber es kann nie schaden besseres Werkzeug anzuschaffen und zu ergänzen. Viele Werkzeuge habe ich immer griffbereit direkt am Drucker.


Oder auch in einer kleinen Kiste nebenan.

Auch immer am Drucker, Papier, Isopropylalkohol und ein kleiner Brenner, zum Bett reinige, um Drucke abzuflammen und Strings zu beseitigen.
Eine kleine Übersicht gebe ich dazu auch noch in meinem Leitfaden Mein 3D Druck Ablauf: https://fpv-community.de/threads/leitfaden-mein-3d-druck-ablauf.87536/
Nun aber zum Drucker selbst. Bei FDM Druckern haben wir in der Regel 4 Achsen die verfahren, X,Y,Z und E. Die E Achse ist hierbei der Extruder, der das Filament fördert. Unter den kartesischen Druckern gibt es dann noch verschiedene Technologien zum Verfahren der Achsen. Die günstigen Einsteigerdrucker verfahren oft das Bett auf Y und das Hotend auf X und Z, das klassische Beispiel wäre ein Ender 3. Das hat den Nachteil, dass das schwere Bett verfahren werden muss, was die Geschwindigkeit, bzw. insbesondere die Beschleunigung limitiert. Bei einem Core XY Drucker, zB. Ender 5, wird nur der Extruder auf X und Y verfahren, dafür fährt das Bett auf Z. Es gibt aber auch Core XY bei denen auch der Extruder auf Z verfährt und das Bett fix ist. Sowas sieht man auch bei Delta Druckern.
Alle haben Vor-und Nachteile, ob es Kosten, Wartbarkeit, Geschwindigkeit usw… sind.
Ich konzentriere mich hier erstmal auf die Einsteiger Drucker, also Bettschubser oder einfache CoreXY Drucker.
Wer keine Kosten und Mühen sparen will und sich auf ein großes Projekt einlässt greift dann hier oft zu einem der größeren Communitygetriebenen Projektdruckern, wie Voron, Ratrig oder HevORT.
Einsteigern will ich davon aber eher abrate, ohne das man weiß was man tut, kann es schon schwierig werden überhaupt die richtigen Teile einzukaufen.
Einfacher sind da fertige Bausätze oder bereits gebaute Drucker.
Erst vor kurzem habe ich einem Freund einen Drucker gebaut.


Basis ist hier ein Ender 3 Pro, von dem aus ließ sich am einfachsten zu dem gewünschten Ergebnis kommen. In dieser Form ist dieser Drucker bei ~800€.
Dieser Drucker ist bei einem fünftel der Kosten fast 80% von meinem Drucker, somit konnten wir Software und Profile einfach übernehmen und alles funktionierte auf Anhieb. Teurer als der Drucker selbst ist hierbei allerdings mein eigener DDE auf einem Linear Rail Mod für die X Achse. Hierbei handelt es sich um einen sehr fortgeschrittenen Mod den ich an anderer Stelle in meinem Ender 3 Abenteuer beschrieben habe: https://fpv-community.de/threads/yamies-ender-3-abenteuer.87000/
Weil ich aber keine Lust habe jedem einen Drucker zu bauen werde ich Alternativen listen 😉
Wenn man sich auf die Hardware konzentriert gibt es natürlich immer Qualitätsunterschiede, wichtig sind das Mainboard und dessen Treiber, das grenzt oft die Funktionalität schon stark ein. Häufig wird dieses mit einem Pi oÄ. erweitert. Hier wären dann OctoPi oder Klipper Schlüsselworte.
Dann sind die Linearführungen wichtig, günstige Drucker haben oft V Roller, also Rollen die auf den Aluprofilen laufen. Das ist nicht verkehrt aber je nach Masse die bewegt werden muss nicht immer optimal. Daher haben wir an dem E3Pro die X Achse auf eine Linear Rail umgebaut, da an dieser nun mein schwerer DDEv2 hängt.
Und damit sind wir beim wichtigsten Teil, dem Extruder. Hier unterscheidet man zwischen einem Direktdrive und einem Bowden. Im Falle eines Bowden Extruders, sitzt der Extruder Motor weit weg vom Hotend, das Filament wird dann über einen Schlauch zum Hotend geschoben, durch den großen Abstand entsteht eine Verzögerung. Insbesondere bei weichen und flexiblen Filamenten wird so die Reaktionsfähigkeit des Extruders stark vermindert. Manche Filamente können so auch gar nicht gedruckt werden.
Bei einem Direktdrive sitzt der Extruder direkt über dem Hotend, somit ist der Weg möglichst kurz und es entsteht fast keine Verzögerung. Es gibt mit dem Ender 3 S1 mittlerweile schon sehr günstige Einsteiger Drucker mit DDE.
Der nächste Punkt ist dann das Hotend selber, auch hier gibt es wieder ein Bowden Hotend und ein FullMetal bzw. BiMetal Hotend. Bei einem Bowden Hotend geht wieder ein Schlauch bis auf das Nozzel herunter, bei einem Metal Hotend haben wir keinen Schlauch, sondern einen MetalHals der bis auf das Nozzel herunter geht.
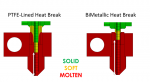
Diese Schläuche sind fast immer aus PTFE (Teflon) um möglichst wenig Reibung zu verursachen und temperaturstabil zu sein. Der Nachteil von einem Bowden Hotend ist jedoch, dass dieser Schlauch je nach Qualität nicht höher als 240°C erhitzt werden sollte, danach beginnt dieser zu zerfallen was giftige Gase freisetzt. Ebenso kann solch ein Schlauch nicht so fest verschraubt werden, was oft dazu führt, dass flüssiges Filament am Schlauch vorbei aus dem Hotend drückt, insbesondere wenn der Druck im Hotend recht groß wird.
Bei günstigen Metal Hotenden kann es aber zu einem Heatcreep kommen, bei welchem der Hals zu heiß wird und dort dann Filament stecken bleiben kann. Grade PLA mag sowas nicht und blieb früher in günstigen Metal Hotenden immer stecken. Die neuste Generation von hochwertigen BiMetal Hotenden hat dieses Problem aber nicht mehr.
Mein Favorit unter den Metal Hotenden ist das Dragon Hotend: https://www.amazon.de/dp/B07XX77157//
Ein ebenfalls wichtiger Teil vom Hotend ist das Nozzel. Diese gibt es in unterschiedlichen Größen und aus unterschiedlichen Materialien.
Mein Tipp, nehmt einen Block aus vernickeltem Kupfer, mit einer BiMetal Heatbreak, dazu ein Nozzel ebenfalls aus vernickeltem Kupfer. Das ist nicht günstig aber hat große Vorteile. Wer Filamente mit CFK Anteil drucken will kann dann auch zu Nozzeln mit Stahlspitze greifen.

https://de.aliexpress.com/item/1005004677921099.html
Diese halten sich sehr gut und haben trotz der Stahlspitze noch sehr gute Wärmeleitfähigkeiten ohne die Kosten von Rubin Nozzeln 😉
Ich habe sehr schlechte Erfahrungen mit Stahl oder Titan Nozzeln gemacht, die schlechte Wärmeleitfähigkeit wirkt sich sehr auf die Drucke aus.
Mehr dazu noch in meinem Leitfaden Filament einstellen: https://fpv-community.de/threads/leitfaden-neues-filament-einstellen.87448/
Fast so wichtig wie das Hotend ist auch die Kühlung, nicht nur des Hotendes um einen Heatcreep zu vermeiden, auch ganz wichtig ist eine gezielten Kühlung des Druckteiles. Denn Druckgeschwindigkeit hängt ab einem Punkt mehr davon ab, wie schnell man das extrudierte Filament wieder zum Erstarren bekommt, als von der theoretisch möglichen Verfahrgeschwindigkeit. Desto größer die Teile, umso mehr Zeit bleibt oft, jedoch grade wenn man kleine Teile Druckt ist für Qualität und Stabilität der Teile die Kühlung sehr relevant.
Für mich ist Stabilität das Wichtigste, dh. die Layer müssen anständig miteinander verschweißt sein, das setzt auch immer eine gewisse Temperatur voraus.
Und ich möchte das die Teile noch sauber sind. Um das zu erreichen habe ich in meinem DDEv2 eine sehr starke Kühlung eingebaut:
Hier unterscheiden sich Custom Lösung oft am ehesten von Produkten von der Stange.
Weiter gibt es verschiedene Komfortfunktionen, dazu zähle ich Lichter, Touchdisplays, Wartbarkeit aber vor allem auch Auto Bed Leveling. Meiner Meinung nach ist ABL eines der wichtigsten Features eines Druckers, denn wenn das schon mal gut funktioniert, spart man sich grade als Anfänger extrem viel unnötige Arbeit. Später kommen dann noch hilfreiche Software Features; insbesondere Linear Advance und Input Shaping sind hier interessant, weil sie die Drucke nicht nur schneller machen können sondern auch die Qualität verbessern. Leider lässt sich auch das nicht auf jedem Drucker von der Stange ohne Modifikationen umsetzen. Aber immer mehr Drucker kommen Werk ab mit diesen Features. Schlussendlich kann man dann wohl auch noch Kameras oder Webcams nennen, nützlich aber wohl auch mehr Spielerei.
Mehr als Addon zu bezeichnen sind dann Gehäuse. Viele Filamente verziehen sich beim Druck, desto stabiler die Umgebungstemperatur ist, umso besser ist man davor geschützt, daher ist es bei manchen Filamenten notwendig ein Gehäuse zu haben. Hierbei handelt es sich aber fast immer um technisch anspruchsvolle Filamente, an die man sich ohnehin ran arbeiten muss. Da Gehäuse oft erst später ergänzt werden, seht das als Teil der Reise.
Zusammenfassend kann man also sagen, Drucker unterscheiden sich in folgenden Punkten:
Nicht selten kauft man sich übrigens in Ökosysteme ein, bei denen Teile nicht mehr kompatibel sind oder nur vom eigenen Hersteller angeboten werden. Das macht manches einfacher, aber oft schränkt es ein und macht viele teurer. Wieder gilt hier, desto mehr man selbst machen will, umso mehr Möglichkeiten hält man sich offen. Auch immer ein wichtiger Faktor ist die Community um einen Drucker herum. Desto größer, desto wahrscheinlicher findet man Modifikationen oder Anbauteile.
Mit all diesem Wissen bewaffnet will ich nun noch auf eine Hand voll Drucker eingehen. Es gibt mittlerweile unzählige Hersteller mit vielen verschiedenen Druckern und Angeboten. Auf alle können wir nicht eingehen, daher nehmt das hier eher als eine Art roten Faden durch die Druckerlandschaft. Oft können Drucker anderer Hersteller auch einfach miteinander verglichen werden und die Preise ändern sich eh ständig.
Machen wir also eine kleine Liste von möglichen Druckern.
Ender 3 Pro

Sehr basic aber ein gutes Modell, wenn man von da aus selber alle Upgrades anbringen will, sehr kompatibel mit den meisten Mods, durch die geringen kosten, kaum Sackgassen oder verschwendetes Geld. Nicht geeignet für hohe Temperaturen oder flexible Filamente. Fast alle Komfortfunktionen fehlen. Mittleres Volumen und günstiges Linearsystem.
Ender-3 S1

Definitiv ein Upgrade zum Pro, ABL, DDE und Metal Hotend sind schon feine Upgrades, die gut 100€ mehr auf jeden Fall wert. Aber wenn man vor hat hier selbst was zu modden ist das Geld eher verschwendet. Sehr solider Anfängerdrucker auch für flexible Filamente geeignet.
CR-10 Smart Pro

Quasi ein E3 S1 mit mehr Volumen, wer wirklich große Teile drucken will kann in diese Richtung schauen, danach kommen dann CR6 und CR-M4.
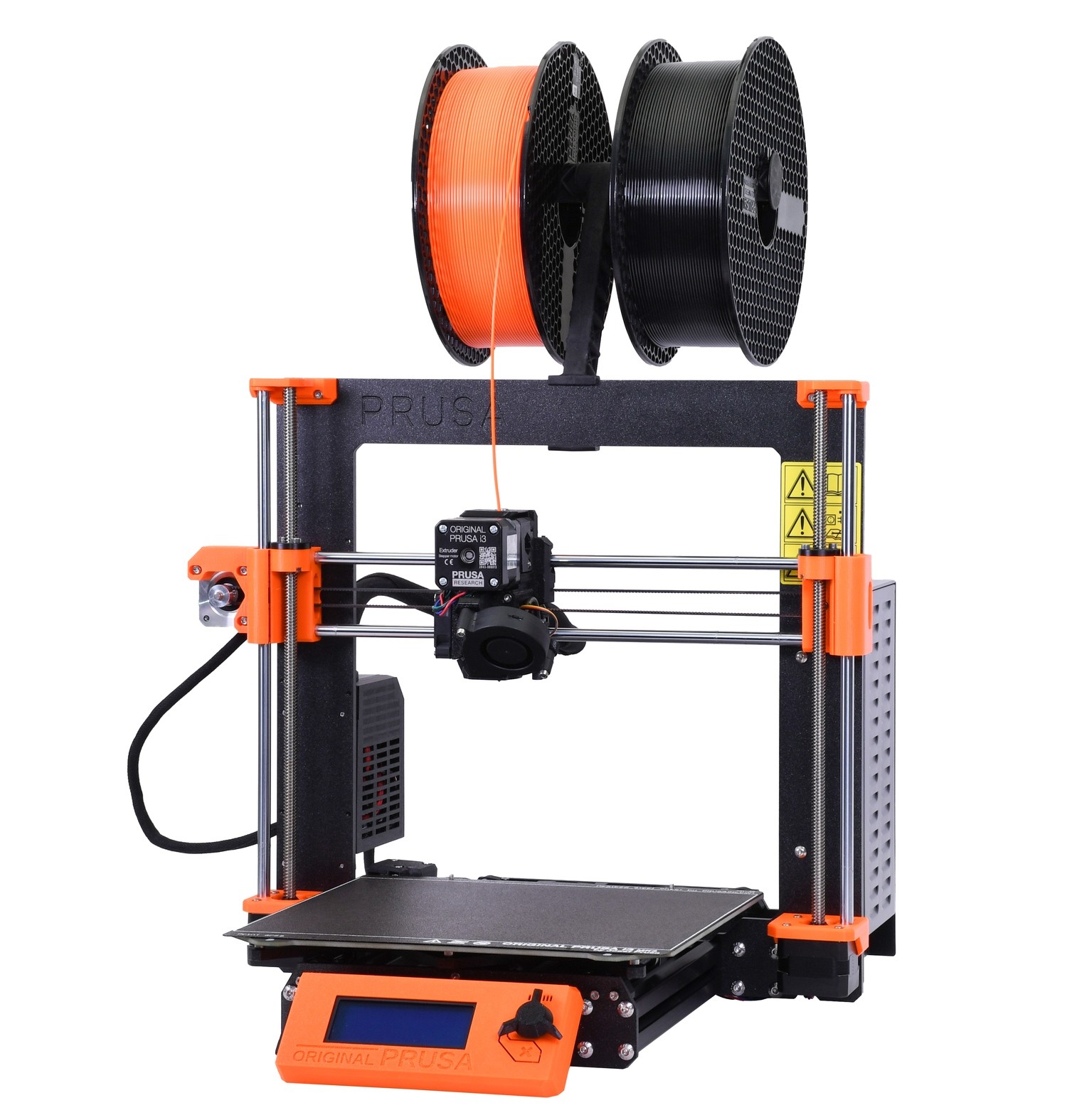
Prusa i3 MK3S+
Der Vorteil von Prusa ist allgemein ein sehr guter Support und ein relativ offenes Ökosystem. Modifikationen sind zum Teil schwieriger, aber auch hier findet sich fast alles. Der i3 kommt mit einem hochwertigen Linearsystem und schon vielen Komfortfunktionen. Ankreiden kann man Prusa wohl, dass auf Seiten der Firmware die Geräte immer etwas hinterher hängen, dafür funktionieren sie gut und sind echte Arbeitstiere. Ich persönlich hasse es wie die Pest an den Hotenden rumzuschrauben, Wartbarkeit davon würde ich als 6 minus einordnen. Aber mein eigener DDEv2 verwöhnt mich auch 😉
Ender-5 S1

Mit dem Ender 5 haben wir den ersten Drucker in der Liste, bei dem der Extruder auf X und Y verfährt und das Bett nur auf Z. Dadurch sind theoretisch höhere Geschwindigkeiten möglich, das nicht ganz so robuste V Roller Linear System hält diesen aber etwas zurück, spart dafür Kosten. Für Anfänger sicher etwas schwieriger zu modifizieren, und vielleicht auch nicht das beste Startgerät. Aber dennoch interessant genug um es auf die kurze Liste zu schaffen.
Bambu Lab P1P
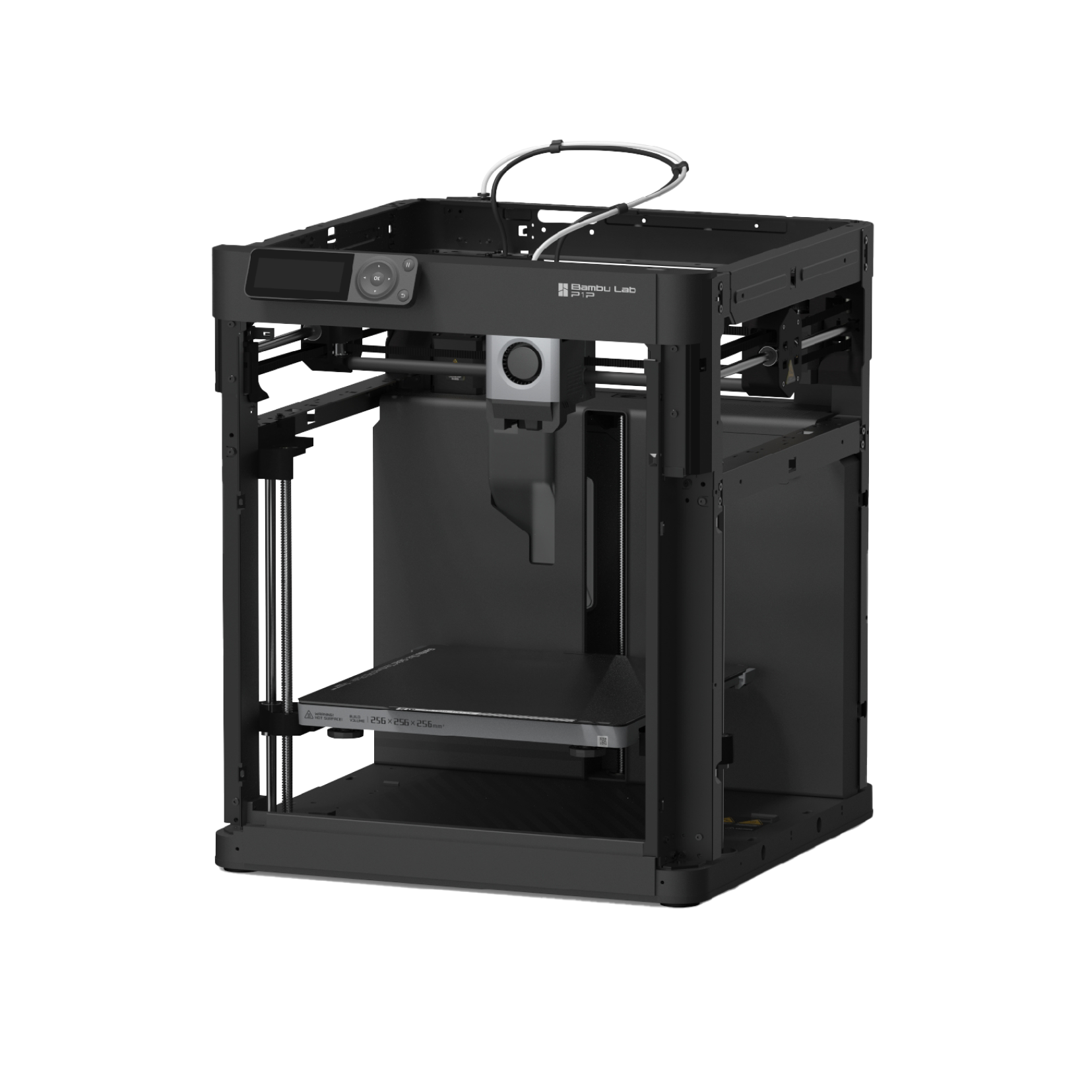
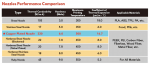
Mit dem P1P haben wir nun einen neuen Hersteller in der Liste, Bambu Lab bringt sehr interessante Drucker auf den Markt die Qualitativ einiges mitbringen. Leider scheint das Ökosystem noch etwas verschlossen zu sein und auch die Community entsteht grade erst. Hier wird man in der Wahl der Teile schon stärker eingeschränkt. Dennoch ein interessanter Kandidat. Ob mir die Stahlnozzel gefallen weiß ich aber nicht : /
Bambu Lab X1-Carbon

Der X1 Carbon bringt viele Features, die man sonst nur in den Custom Druckern findet, als erster integriert er viele der Modifikationen in einem fertigen Drucker. Ich finde ein sehr gelungenes Produkt das seinen Preis allemal wert ist. Hier kauft man ein Werkzeug, denn an der Stelle werden sinnvolle Modifikationen ohnehin schwierig. Man kauft sich aber auch in ein Ökosystem ein, welches wenig Speilraum lässt. Grade beim Thema Hotend bin ich hier noch nicht überzeugt. Grade gehärtete Stahlnozzel sind eher nicht mein Ding.
Dieser Drucker macht quasi alles von Ultimaker nicht mehr nötig zu erwähnen, Ultimaker ist für den Hobbiebereich eh etwas teuer, dann ist das System sehr geschlossen und es verfügt einfach nicht über die Features die der X1 mit sich bringt.
Ich hoffe diese Übersicht hilft allen etwas, wir können gerne weitere Drucker in der Liste sammeln und bewerten. Auch habe ich bestimmt das eine oder andere vergessen und meine Meinung ist auch nicht bindend. Informiert euch so weit ihr könnt, sammelt so viele Meinungen wie möglich, um eine Entscheidung zu treffen.
Vielleicht ist für jeden was dabei, kauft nicht die Katze im Sack und lasst euch nichts aufschwatzen.
Wenn ihr günstig weg kommt mit Werkzeug, Filament und Lager sind das gute 100€ drauf, somit liste ich nochmal die verschiedenen Optionen mit Preisen.
Für ~300€ ein Ender 3 Pro oder V2 (Projektdrucker)
Für ~400€ ein Ender 3 S1 (Projektdrucker)
Für ~700€ ein P1P (Arbeitsdrucker)
Für ~900€ ein i3 MK3S (Arbeits/Projektdrucker)
Für ~1300€ ein X1 Carbon (Arbeitsdrucker)
Schwierig ist hierbei die Frage, ob sich ein i3 lohnt. Wir reden hierbei über Projektdrucker die gleichzeitig sofort arbeiten sollen. Durch Bambulab ist Prusa nun in einer schwierigen Situation, ich denke der i3 ist momentan gut 200-300€ zu teuer, um wirklich konkurrenzfähig zu sein.
Wenn man bedenkt, dass meine E3P Version mit ~800€ einem i3 schon überlegen ist und für weitere 100€ den Vorsprung nur weiter ausbaut, wird es immer enger.
Wenn sich mehr um den P1P tut und wir weitere Optionen im Upgrade Bereich bekommen, wird das ein sehr interessanter Drucker. Allerdings ist der Sprung zum X1 nicht so groß, und wer nur ein sehr gutes Werkzeug sucht, ist dort sicher am besten aufgehoben.
Leider lernt man auf dem Weg nur sehr wenig, aber nicht jeder hat die Zeit oder Lust dazu.
Vorab, es gibt 3 primäre Technologien für den 3D Druck.
FDM, SLA und SLS.
FDM ist das, was man meistens mit 3D Druck meint, hierbei wird geschmolzenes Filament durch eine Düse gedruckt und Schicht für Schicht aufgetragen. Damit steigen die Meisten ins Thema ein.
SLA wird oft als Resin Druck bezeichnet, hierbei wird mit einem UV LCD oder Laser ein Druck Schicht für Schicht aus einem Harz gehärtet.
Das ist vor allem bei sehr feinen oder dekorativen Bauteilen sinnvoll. Das Druckvolumen ist meist recht klein. Die Handhabung des Harzes ist schwieriger und das Verfahren ist teurer als der FDM-Druck.
SLS ist das Lasersintern, hier wird mit einem Laser aus einem Granulat Schicht für Schicht zusammengeschmolzen. Üblich ist hier PA (Nylon) aber es gibt auch SLS Verfahren die Metalle verwenden können.
Ist mehr oder weniger die Königsklasse, sehr teuer in der Anschaffung und im Betrieb. Eignet sich in erster Linie für die Produktion.
Ich werde hier nur auf den FDM-Druck eingehen.
Die erste Frage, die man sich stellen sollte; Was will man drucken?
Daraus ergeben sich die Fragen nach den Materialien, bzw. den mechanischen Eigenschaften der Drucke, als auch deren Größe.
In der Regel kann man sagen, desto anspruchsvoller die mechanischen Qualitäten eines Druckes sind, umso höher sind die Ansprüche an den Drucker.
Die Größe oder das Bauvolumen eines Druckers ist oft fix und später nur sehr aufwändig zu verändern, will man also vor allem sehr große Teile Drucken, sollte der Drucker von Anfang an dazu in der Lage sein.
Mit Größe steigen die Kosten und je nach Drucker sinkt die Geschwindigkeit.
Die nächste Frage ist dann; Will man ein Projekt oder ein Werkzeug?
Ein Drucker ist immer auch ein Projekt, und theoretisch kann man von jedem Startpunkt überall hinkommen.
Auch ein 200 € Drucker kann am Ende einer Reise 3000 € kosten, man wählt mit dem Startpunkt also oft nur, wieviel von dem Weg man selbst beschreiten will.
Wenn von Anfang an klar ist, was der Drucker können soll und es auch nicht mehr wird, kann man natürlich einfach einen passenden Drucker kaufen, der ist dann fast nur ein Werkzeug.
Desto mehr von der Reise man selbst beschreitet, umso mehr lernt man natürlich, aber das kostet Zeit und Geld.
Jedoch ist Erfahrung bei so einem komplexen Werkzeug sehr wichtig und die Einrichtung der Hardware ist nur ein kleiner Teil des 3D Drucks.
Ebenso wichtig sind das Verständnis und die Entwicklung eigener Profile im Slicer, abhängig vom Filament.
Mit dem Kauf eines Druckers beginnen die Ausgaben auch erst. Die meiste Software in dem Bereich ist zwar kostenfrei, aber um den Drucker herum entstehen noch weitere Kosten.
Es wird einiges an Werkzeug benötigt, was vielleicht nicht jeder schon daheim hat. Dann kann grade eine größere Auswahl von Filamenten zu Beginn recht teuer werden. Und dann will das Filament auch noch anständig gelagert werden. Hierbei sprechen wir vor allem von trocken.
Bis auf PP ziehen quasi alle Filamente Wasser, das beeinflusst die Druckqualität negativ. Spätestens bei PA (Nylon) was bis zu 30% seiner Masse in Wasser ziehen kann ist das dann offensichtlich. Dieses verdampft beim Druck und hinterlässt unschöne Spuren, die sich auch sehr negativ auf die Belastbarkeit auswirken können. Aber auch schon TPU leidet sehr unter zu hoher Feuchtigkeit.
(sehr weiches A70 TPU, links feucht, rechts getrocknet)
Ich rate daher jedem, investiert zumindest in eine gute luftdichte Box in der ihr eure Filamente lagern könnt. Am besten mit einigen Kilogramm Silicagel um alles schön trocken zu halten.
Davor trocknet man die Filamente am besten ohnehin. Dazu reicht auch ein normaler Backofen. Bei jedem Filament bitte zuvor in Erfahrung bringen, wie diese am besten getrocknet werden. Ich selbst nutze auch immer noch eine beheizte Filament Box während des Druckes, das trocknet das Filament nochmal nach und verhindert, dass es während es in Benutzung ist, wieder Wasser ziehen kann.
Meine Variante ist diese Box: https://www.amazon.de/SmartStoreTM-8793602-25-Dry-114-30-Aufbewahrungsbox/dp/B00X6WWQQ0
Dazu 2kg Silicagel in einem Organza Beutel: https://www.amazon.de/gp/product/B00A3PTEPO
Und zur Kontrolle noch ein Sensor: https://www.amazon.de/gp/product/B08LKTPSK6
Davon habe ich schon mehrere, um all das Filament unterzubringen.
Als Drybox habe ich mittlerweile die Sunlu S2 im Einsatz: https://www.amazon.de/dp/B09WQLH1PQ?
Neben einigem an Werkzeug sind dann auch noch unterschiedliche Druckbetten nützlich, insbesondere wenn sehr verschiedene Filamente gedruckt werden.
Hierzu findet man noch mehr in meinem Betthaftungs Leitfaden: https://fpv-community.de/threads/leitfaden-betthaftung.88823/
Und an Werkzeugen, die man eigentlich immer braucht habe ich diese kleine Liste:
Messschieber, Einstellfolien, Seitenschneider, Zangen, Schlüssel, Bürsten, Pinzetten, Schrauben, Klebstoffe, weitere Nozzel, Sensoren, Heizelemente, Ersatz-und Verschleißteile, etc....
Oft kommen Drucker mit einem Startsatz, aber es kann nie schaden besseres Werkzeug anzuschaffen und zu ergänzen. Viele Werkzeuge habe ich immer griffbereit direkt am Drucker.
Oder auch in einer kleinen Kiste nebenan.
Auch immer am Drucker, Papier, Isopropylalkohol und ein kleiner Brenner, zum Bett reinige, um Drucke abzuflammen und Strings zu beseitigen.
Eine kleine Übersicht gebe ich dazu auch noch in meinem Leitfaden Mein 3D Druck Ablauf: https://fpv-community.de/threads/leitfaden-mein-3d-druck-ablauf.87536/
Nun aber zum Drucker selbst. Bei FDM Druckern haben wir in der Regel 4 Achsen die verfahren, X,Y,Z und E. Die E Achse ist hierbei der Extruder, der das Filament fördert. Unter den kartesischen Druckern gibt es dann noch verschiedene Technologien zum Verfahren der Achsen. Die günstigen Einsteigerdrucker verfahren oft das Bett auf Y und das Hotend auf X und Z, das klassische Beispiel wäre ein Ender 3. Das hat den Nachteil, dass das schwere Bett verfahren werden muss, was die Geschwindigkeit, bzw. insbesondere die Beschleunigung limitiert. Bei einem Core XY Drucker, zB. Ender 5, wird nur der Extruder auf X und Y verfahren, dafür fährt das Bett auf Z. Es gibt aber auch Core XY bei denen auch der Extruder auf Z verfährt und das Bett fix ist. Sowas sieht man auch bei Delta Druckern.
Alle haben Vor-und Nachteile, ob es Kosten, Wartbarkeit, Geschwindigkeit usw… sind.
Ich konzentriere mich hier erstmal auf die Einsteiger Drucker, also Bettschubser oder einfache CoreXY Drucker.
Wer keine Kosten und Mühen sparen will und sich auf ein großes Projekt einlässt greift dann hier oft zu einem der größeren Communitygetriebenen Projektdruckern, wie Voron, Ratrig oder HevORT.
Einsteigern will ich davon aber eher abrate, ohne das man weiß was man tut, kann es schon schwierig werden überhaupt die richtigen Teile einzukaufen.
Einfacher sind da fertige Bausätze oder bereits gebaute Drucker.
Erst vor kurzem habe ich einem Freund einen Drucker gebaut.
Basis ist hier ein Ender 3 Pro, von dem aus ließ sich am einfachsten zu dem gewünschten Ergebnis kommen. In dieser Form ist dieser Drucker bei ~800€.
Dieser Drucker ist bei einem fünftel der Kosten fast 80% von meinem Drucker, somit konnten wir Software und Profile einfach übernehmen und alles funktionierte auf Anhieb. Teurer als der Drucker selbst ist hierbei allerdings mein eigener DDE auf einem Linear Rail Mod für die X Achse. Hierbei handelt es sich um einen sehr fortgeschrittenen Mod den ich an anderer Stelle in meinem Ender 3 Abenteuer beschrieben habe: https://fpv-community.de/threads/yamies-ender-3-abenteuer.87000/
Weil ich aber keine Lust habe jedem einen Drucker zu bauen werde ich Alternativen listen 😉
Wenn man sich auf die Hardware konzentriert gibt es natürlich immer Qualitätsunterschiede, wichtig sind das Mainboard und dessen Treiber, das grenzt oft die Funktionalität schon stark ein. Häufig wird dieses mit einem Pi oÄ. erweitert. Hier wären dann OctoPi oder Klipper Schlüsselworte.
Dann sind die Linearführungen wichtig, günstige Drucker haben oft V Roller, also Rollen die auf den Aluprofilen laufen. Das ist nicht verkehrt aber je nach Masse die bewegt werden muss nicht immer optimal. Daher haben wir an dem E3Pro die X Achse auf eine Linear Rail umgebaut, da an dieser nun mein schwerer DDEv2 hängt.
Und damit sind wir beim wichtigsten Teil, dem Extruder. Hier unterscheidet man zwischen einem Direktdrive und einem Bowden. Im Falle eines Bowden Extruders, sitzt der Extruder Motor weit weg vom Hotend, das Filament wird dann über einen Schlauch zum Hotend geschoben, durch den großen Abstand entsteht eine Verzögerung. Insbesondere bei weichen und flexiblen Filamenten wird so die Reaktionsfähigkeit des Extruders stark vermindert. Manche Filamente können so auch gar nicht gedruckt werden.
Bei einem Direktdrive sitzt der Extruder direkt über dem Hotend, somit ist der Weg möglichst kurz und es entsteht fast keine Verzögerung. Es gibt mit dem Ender 3 S1 mittlerweile schon sehr günstige Einsteiger Drucker mit DDE.
Der nächste Punkt ist dann das Hotend selber, auch hier gibt es wieder ein Bowden Hotend und ein FullMetal bzw. BiMetal Hotend. Bei einem Bowden Hotend geht wieder ein Schlauch bis auf das Nozzel herunter, bei einem Metal Hotend haben wir keinen Schlauch, sondern einen MetalHals der bis auf das Nozzel herunter geht.
Diese Schläuche sind fast immer aus PTFE (Teflon) um möglichst wenig Reibung zu verursachen und temperaturstabil zu sein. Der Nachteil von einem Bowden Hotend ist jedoch, dass dieser Schlauch je nach Qualität nicht höher als 240°C erhitzt werden sollte, danach beginnt dieser zu zerfallen was giftige Gase freisetzt. Ebenso kann solch ein Schlauch nicht so fest verschraubt werden, was oft dazu führt, dass flüssiges Filament am Schlauch vorbei aus dem Hotend drückt, insbesondere wenn der Druck im Hotend recht groß wird.
Bei günstigen Metal Hotenden kann es aber zu einem Heatcreep kommen, bei welchem der Hals zu heiß wird und dort dann Filament stecken bleiben kann. Grade PLA mag sowas nicht und blieb früher in günstigen Metal Hotenden immer stecken. Die neuste Generation von hochwertigen BiMetal Hotenden hat dieses Problem aber nicht mehr.
Mein Favorit unter den Metal Hotenden ist das Dragon Hotend: https://www.amazon.de/dp/B07XX77157//
Ein ebenfalls wichtiger Teil vom Hotend ist das Nozzel. Diese gibt es in unterschiedlichen Größen und aus unterschiedlichen Materialien.
Mein Tipp, nehmt einen Block aus vernickeltem Kupfer, mit einer BiMetal Heatbreak, dazu ein Nozzel ebenfalls aus vernickeltem Kupfer. Das ist nicht günstig aber hat große Vorteile. Wer Filamente mit CFK Anteil drucken will kann dann auch zu Nozzeln mit Stahlspitze greifen.
https://de.aliexpress.com/item/1005004677921099.html
Diese halten sich sehr gut und haben trotz der Stahlspitze noch sehr gute Wärmeleitfähigkeiten ohne die Kosten von Rubin Nozzeln 😉
Ich habe sehr schlechte Erfahrungen mit Stahl oder Titan Nozzeln gemacht, die schlechte Wärmeleitfähigkeit wirkt sich sehr auf die Drucke aus.
Mehr dazu noch in meinem Leitfaden Filament einstellen: https://fpv-community.de/threads/leitfaden-neues-filament-einstellen.87448/
Fast so wichtig wie das Hotend ist auch die Kühlung, nicht nur des Hotendes um einen Heatcreep zu vermeiden, auch ganz wichtig ist eine gezielten Kühlung des Druckteiles. Denn Druckgeschwindigkeit hängt ab einem Punkt mehr davon ab, wie schnell man das extrudierte Filament wieder zum Erstarren bekommt, als von der theoretisch möglichen Verfahrgeschwindigkeit. Desto größer die Teile, umso mehr Zeit bleibt oft, jedoch grade wenn man kleine Teile Druckt ist für Qualität und Stabilität der Teile die Kühlung sehr relevant.
Für mich ist Stabilität das Wichtigste, dh. die Layer müssen anständig miteinander verschweißt sein, das setzt auch immer eine gewisse Temperatur voraus.
Und ich möchte das die Teile noch sauber sind. Um das zu erreichen habe ich in meinem DDEv2 eine sehr starke Kühlung eingebaut:
Weiter gibt es verschiedene Komfortfunktionen, dazu zähle ich Lichter, Touchdisplays, Wartbarkeit aber vor allem auch Auto Bed Leveling. Meiner Meinung nach ist ABL eines der wichtigsten Features eines Druckers, denn wenn das schon mal gut funktioniert, spart man sich grade als Anfänger extrem viel unnötige Arbeit. Später kommen dann noch hilfreiche Software Features; insbesondere Linear Advance und Input Shaping sind hier interessant, weil sie die Drucke nicht nur schneller machen können sondern auch die Qualität verbessern. Leider lässt sich auch das nicht auf jedem Drucker von der Stange ohne Modifikationen umsetzen. Aber immer mehr Drucker kommen Werk ab mit diesen Features. Schlussendlich kann man dann wohl auch noch Kameras oder Webcams nennen, nützlich aber wohl auch mehr Spielerei.
Mehr als Addon zu bezeichnen sind dann Gehäuse. Viele Filamente verziehen sich beim Druck, desto stabiler die Umgebungstemperatur ist, umso besser ist man davor geschützt, daher ist es bei manchen Filamenten notwendig ein Gehäuse zu haben. Hierbei handelt es sich aber fast immer um technisch anspruchsvolle Filamente, an die man sich ohnehin ran arbeiten muss. Da Gehäuse oft erst später ergänzt werden, seht das als Teil der Reise.
Zusammenfassend kann man also sagen, Drucker unterscheiden sich in folgenden Punkten:
- Volumen
- Kinematik
- der Qualität ihrer Linearführungen
- Mainboard und Elektronik
- Firmware und Software (Linear Advance, Input Shaping)
- Extruder, DDE vs. Bowden
- Hotend, Metal vs Bowden (Drucktemperatur)
- Komfortfunktionen, ABL und Wartbarkeit
Nicht selten kauft man sich übrigens in Ökosysteme ein, bei denen Teile nicht mehr kompatibel sind oder nur vom eigenen Hersteller angeboten werden. Das macht manches einfacher, aber oft schränkt es ein und macht viele teurer. Wieder gilt hier, desto mehr man selbst machen will, umso mehr Möglichkeiten hält man sich offen. Auch immer ein wichtiger Faktor ist die Community um einen Drucker herum. Desto größer, desto wahrscheinlicher findet man Modifikationen oder Anbauteile.
Mit all diesem Wissen bewaffnet will ich nun noch auf eine Hand voll Drucker eingehen. Es gibt mittlerweile unzählige Hersteller mit vielen verschiedenen Druckern und Angeboten. Auf alle können wir nicht eingehen, daher nehmt das hier eher als eine Art roten Faden durch die Druckerlandschaft. Oft können Drucker anderer Hersteller auch einfach miteinander verglichen werden und die Preise ändern sich eh ständig.
Machen wir also eine kleine Liste von möglichen Druckern.
Ender 3 Pro
- ~200€
- 235x235x250mm Volumen
- Bowden Extruder
- Bowden Hotend
- V Roller
- Schwache Kühlung
Sehr basic aber ein gutes Modell, wenn man von da aus selber alle Upgrades anbringen will, sehr kompatibel mit den meisten Mods, durch die geringen kosten, kaum Sackgassen oder verschwendetes Geld. Nicht geeignet für hohe Temperaturen oder flexible Filamente. Fast alle Komfortfunktionen fehlen. Mittleres Volumen und günstiges Linearsystem.
Ender-3 S1
- >300€
- 235x235x270mm Volumen
- DDE Extruder
- Metal Hotend
- V Roller
- Schwache Kühlung
- ABL
Definitiv ein Upgrade zum Pro, ABL, DDE und Metal Hotend sind schon feine Upgrades, die gut 100€ mehr auf jeden Fall wert. Aber wenn man vor hat hier selbst was zu modden ist das Geld eher verschwendet. Sehr solider Anfängerdrucker auch für flexible Filamente geeignet.
CR-10 Smart Pro
- >600€
- 310x310x400mm Volumen
- DDE Extruder
- Metal Hotend
- V Roller
- Schwache Kühlung
- ABL
Quasi ein E3 S1 mit mehr Volumen, wer wirklich große Teile drucken will kann in diese Richtung schauen, danach kommen dann CR6 und CR-M4.
Prusa i3 MK3S+
- >800€
- 250x210x210mm Volumen
- DDE Extruder
- Metal Hotend
- Hochwertige Linearachsen
- mäßige Kühlung
- ABL
- Filament Sensor
Der Vorteil von Prusa ist allgemein ein sehr guter Support und ein relativ offenes Ökosystem. Modifikationen sind zum Teil schwieriger, aber auch hier findet sich fast alles. Der i3 kommt mit einem hochwertigen Linearsystem und schon vielen Komfortfunktionen. Ankreiden kann man Prusa wohl, dass auf Seiten der Firmware die Geräte immer etwas hinterher hängen, dafür funktionieren sie gut und sind echte Arbeitstiere. Ich persönlich hasse es wie die Pest an den Hotenden rumzuschrauben, Wartbarkeit davon würde ich als 6 minus einordnen. Aber mein eigener DDEv2 verwöhnt mich auch 😉
Ender-5 S1
- ~600€
- 220x220x280mm Volumen
- DDE Extruder
- Metal Hotend
- V Roller
- mäßige Kühlung
- ABL
- Filament Sensor
Mit dem Ender 5 haben wir den ersten Drucker in der Liste, bei dem der Extruder auf X und Y verfährt und das Bett nur auf Z. Dadurch sind theoretisch höhere Geschwindigkeiten möglich, das nicht ganz so robuste V Roller Linear System hält diesen aber etwas zurück, spart dafür Kosten. Für Anfänger sicher etwas schwieriger zu modifizieren, und vielleicht auch nicht das beste Startgerät. Aber dennoch interessant genug um es auf die kurze Liste zu schaffen.
Bambu Lab P1P
- >600€
- 256x256x256mm Volumen
- DDE Extruder
- Metal Hotend
- Hochwertige Linearachsen
- CoreXY
- angemessene Kühlung
- ABL
Mit dem P1P haben wir nun einen neuen Hersteller in der Liste, Bambu Lab bringt sehr interessante Drucker auf den Markt die Qualitativ einiges mitbringen. Leider scheint das Ökosystem noch etwas verschlossen zu sein und auch die Community entsteht grade erst. Hier wird man in der Wahl der Teile schon stärker eingeschränkt. Dennoch ein interessanter Kandidat. Ob mir die Stahlnozzel gefallen weiß ich aber nicht : /
Bambu Lab X1-Carbon
- ~1300€
- 256x256x256mm Volumen
- DDE Extruder
- Metal Hotend
- Hochwertige Linearachsen
- CoreXY
- gute Kühlung
- ABL
- FilamentSensor
- LIDAR
- Gehäuse
Der X1 Carbon bringt viele Features, die man sonst nur in den Custom Druckern findet, als erster integriert er viele der Modifikationen in einem fertigen Drucker. Ich finde ein sehr gelungenes Produkt das seinen Preis allemal wert ist. Hier kauft man ein Werkzeug, denn an der Stelle werden sinnvolle Modifikationen ohnehin schwierig. Man kauft sich aber auch in ein Ökosystem ein, welches wenig Speilraum lässt. Grade beim Thema Hotend bin ich hier noch nicht überzeugt. Grade gehärtete Stahlnozzel sind eher nicht mein Ding.
Dieser Drucker macht quasi alles von Ultimaker nicht mehr nötig zu erwähnen, Ultimaker ist für den Hobbiebereich eh etwas teuer, dann ist das System sehr geschlossen und es verfügt einfach nicht über die Features die der X1 mit sich bringt.
Ich hoffe diese Übersicht hilft allen etwas, wir können gerne weitere Drucker in der Liste sammeln und bewerten. Auch habe ich bestimmt das eine oder andere vergessen und meine Meinung ist auch nicht bindend. Informiert euch so weit ihr könnt, sammelt so viele Meinungen wie möglich, um eine Entscheidung zu treffen.
Vielleicht ist für jeden was dabei, kauft nicht die Katze im Sack und lasst euch nichts aufschwatzen.
Wenn ihr günstig weg kommt mit Werkzeug, Filament und Lager sind das gute 100€ drauf, somit liste ich nochmal die verschiedenen Optionen mit Preisen.
Für ~300€ ein Ender 3 Pro oder V2 (Projektdrucker)
Für ~400€ ein Ender 3 S1 (Projektdrucker)
Für ~700€ ein P1P (Arbeitsdrucker)
Für ~900€ ein i3 MK3S (Arbeits/Projektdrucker)
Für ~1300€ ein X1 Carbon (Arbeitsdrucker)
Schwierig ist hierbei die Frage, ob sich ein i3 lohnt. Wir reden hierbei über Projektdrucker die gleichzeitig sofort arbeiten sollen. Durch Bambulab ist Prusa nun in einer schwierigen Situation, ich denke der i3 ist momentan gut 200-300€ zu teuer, um wirklich konkurrenzfähig zu sein.
Wenn man bedenkt, dass meine E3P Version mit ~800€ einem i3 schon überlegen ist und für weitere 100€ den Vorsprung nur weiter ausbaut, wird es immer enger.
Wenn sich mehr um den P1P tut und wir weitere Optionen im Upgrade Bereich bekommen, wird das ein sehr interessanter Drucker. Allerdings ist der Sprung zum X1 nicht so groß, und wer nur ein sehr gutes Werkzeug sucht, ist dort sicher am besten aufgehoben.
Leider lernt man auf dem Weg nur sehr wenig, aber nicht jeder hat die Zeit oder Lust dazu.
Zuletzt bearbeitet:



